It would be nice to swage a rather large .224 sized bullet so that one might be able to achieve subsonic loads rather easily. I think it wouldn't be too hard to do.

|
   
   
|

|


It would be nice to swage a rather large .224 sized bullet so that one might be able to achieve subsonic loads rather easily. I think it wouldn't be too hard to do.
I believe that I understand the metalurgy of the dies, heat treating, and lapping a cylindrical bore. I do not have a grip on lapping the forming chambers. Would some kind soul please tell me how to make a lap, charge the lap, expand the lap and finish the dies. I am very visual. Please include lots of pictures. And, assume that I am starting from a no-knowlege basis. Thank you very much. YR!


See if this helps. I also bumped up the thread where Manly originally poated the link.
This is Ted Smiths instructions in die making, He was one of the forefathers of swaging I guess.
http://www.rtconnect.net/~wjmanley/S...ASswagedie.pdf

Aneat,
I am gload someone else thought the info that Cheshire Dave sent to me to get put up is of some use. I thought it would be good reference material.
We all need to thank Dave. I don't have a ton of webspace but I have left that scan up because it is too big to put up on the forum.
Maybe we can get castpics.net to host it so it will always be available. I will leave it where it is for the time being.
Here's pictures how I made my reamer for swaging die.
Started with 0.25" O-1 tool steel rod.
Lathe turned it down to 0.2387" and made three angled cuts with 5, 10 and 20 degrees.
And this is how it looks after some filing and polishing. Now measuring 0.2377".
Last to cut relief behind ogive.
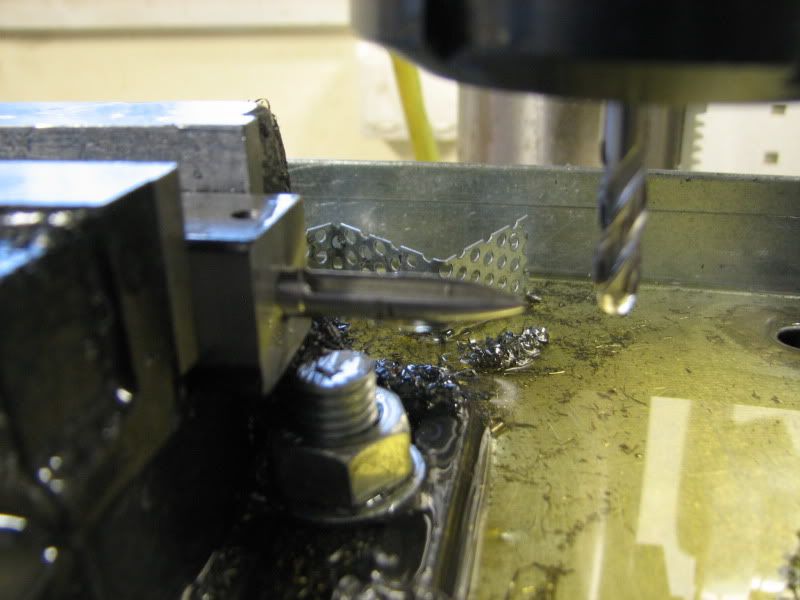
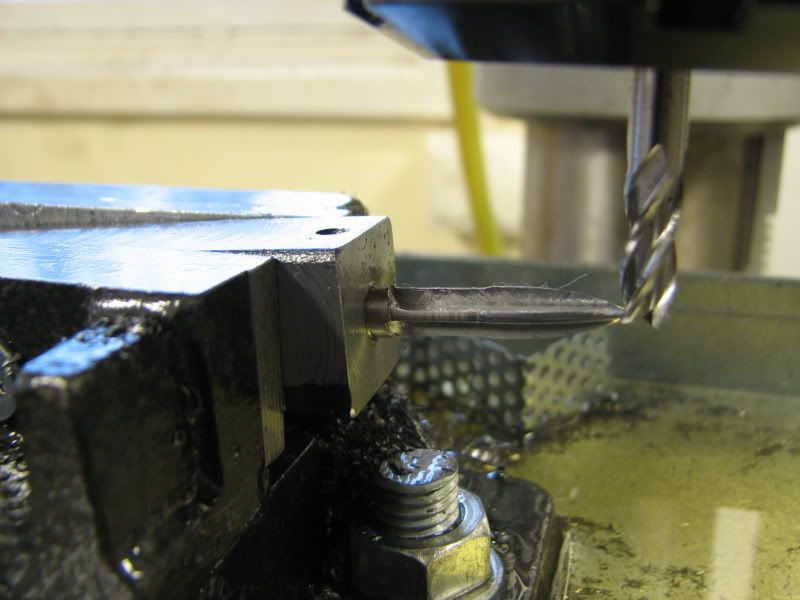
Next centered square rod on 4 jaw chuck and drilled 0.25" hole in it and put some set screws on sides to hold reamer blank still during milling.
Setting up for milling.
After milling first flute, turned square rod on vise 90 degrees and milled next flute and so on.
After all four flutes were milled, I raised square rod to an angle using vise jaws as marks on angle and milled reamers nose.
This is how it turned out. Still need to cut reliefs by hand with file, heat treat and final sharpening with stone.
Hope this helpes someone interested in diemaking.
Kaj
On the angle youre cutting that on the back side of the cutting edge right??
Very nice, I was thinking more of a D reamer myself but that looks really good
WOW!!! Beautiful work KTN. Thanks for taking the time to post these photos.
Aneat,
You got it right. I will file angle behind cutting edge. This will be the hardest part on reamer making, at least for me.
I was thinking about D-reamers, but with small diameters it's hard to make them rigid.
With reamers four flutes I hope to cut to within few thousands from final diameter with smooth finish.
Kaj
KTN,
Great looking reamer. Looks like you will end up with a very good hole when you use it.
Have you considered taking a chucking reamer about this right diameter and grinding it down? I think I have a couple of 6 flooted reamers that they scrapped where I work about
.219. I will have to give that a try.
My experience with "D" reamers is similar to yours in that the finished (after reaming) hole is rather rough. I think it is because of the chips that are formed get caught between the reamer and the wall of the curve that is being formed. Reamers for me have always been a challenge and I generally go between 5 and 8 thousands under finished dimension when reaming and then lap the rest. That makes for a lot of lapping to get good results.
My latest adventure is 30 cal. My dies are starting to come together. They (unlike my 22 and 6mm dies which are 3/4 inch) will be made from 1 inch 0-1 steel. My thought is that the 30 cal will require quit a bit more force/pressure to make. I am going to model my dies after Sierra 168 grain match kings but a little longer ogive so that I can achieve a little better BC. As normal I am starting with 2 point forming dies in hopes that one turns out well.
My overall intent is to have a good projectile for 1000m class F shooting in 308.
Please keep us proceed on your progress.
Martin
Martin,
I did think about grinding reamer down, but with angle grinder, bench grinder and Dremel......
I think this will be easier with he tools I have on hand.
Few more I made today. From right .224", .243", .264", .277".
If at first you don't succeed...... Use a bigger reamer.
Kaj
Once a gain KTN, Whay are you on the other side of that big pond. You should live just down the road from me.
Nice work on the reamers.
If Finnish goverment keeps tightening gunlaws, you just might get a new neighbor
.
Kaj
Well it may not be any better as far as gun laws on this side of the pond, but I could use a neighbor that was actuallly worth a damn.
Heat treated those reamers today and few gas check tools.
About 1500 F inside oven
And end result, hardened reamers. Still need tempering and final sharpening with stone.
Kaj
Nice; I picked up a used heat treat oven recently.
Wow!!! KTN, you do some amazing work. I agree with Manley. You should move to the US and more specifically, central Arkansas.
I'm also anxious to see what you make with your new oven ANeat.

My wife has a kiln for firing clay, pottery, etc. Suppose that would work for
heat-treating steel? I don't know the specifics but I know it's about the size of
a big trashcan and runs on 240v.
Sqib the kiln would certainly work, might use up a lot of electric getting everything up to temp for one small piece of steel.
It would certainly get hot enough, depending on the steel you need anywhere from 1500 to closer to 2000 degrees.
Most kilns will do that no problem
Sharpened .243" reamer today and opened up that .2245" die with it.
So far so good. Cavity is much smoother than my first try with .224" reamer and test slug measures .2395" before any lapping.
I'm learning to make reamers.
Kaj
KTN,
Nice work on the reamers. I am sure that you will have success this time around since you have about 4 thousands to work with. My experience with reamers is that I leave myself enough material so that any roughness can be lapped out (get a smooth hole) and I still have a thousands or two to work with for final dimension. I must admit that I am still learning.
I am presuming that when you get to making 6mm projectiles that you will be using commercial jackets? Based on a mistake that I made with my 6mm core squirt die, I did not realize that the 6mm jackets had a significant taper to them (about .013). I ended up having to make another squirt die to reduce the size of the core so that it would fit to the bottom of the jacket
After waiting several weeks, I finally got my 30 cal jackets. Having measured everything up, I am now making the boat tail die and punch. I should have that ready to go this weekend and also a 30 cal squirt die. Next up is the core seat die and then a couple of pointing dies. I made 30 pound of wire this week - big difference in weight of the wire between .192 for 6mm and .258 for 30 cal.
Martin
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote