lmao, ronterry, now you just need to make a drill attachment for them!!

|
   
   
|
|



lmao, ronterry, now you just need to make a drill attachment for them!!

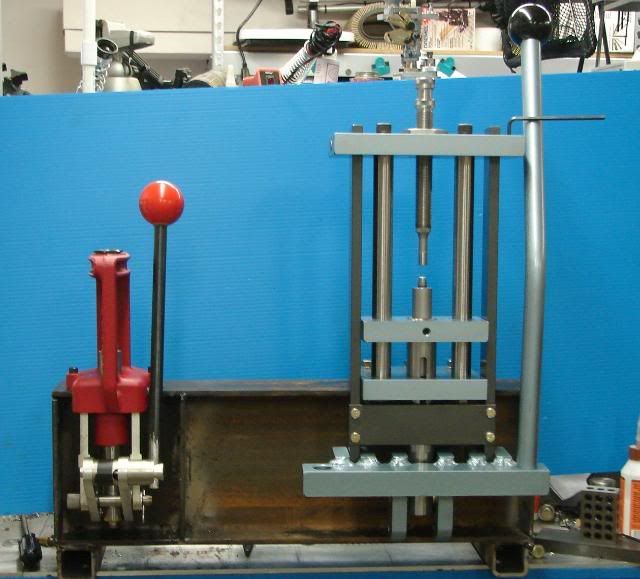
Here are a few pics of all the parts and as it goes together.
Bolt on the guide rods
Slide on the guide
Bolt on the top
Clamp it down
Here I attatched the ram and blocked it up so my fingers dont get mashed
Attatched the links, pins just slide in and snug up the setscrews
Here the toggle is hung from the ram pivot point
Then slide in the pins for the links

Last edited by ANeat; 03-18-2010 at 01:21 PM.
Attatch the handle and youre pretty much ready for dies. Still need to make up a clip/latch for the handle. Right now the allen wrench does well to keep the handle from dropping down
Hopefully in a few days Ill have some pics of one all painted up......
Almost forgot, the plate that bolts on the front

I should add that is is possible to get the thing racked out of alignment when youre tightening up the bolts for the guide rods. I usually cycle the ram and check for any binding, if any Ill crack the bolts loose, run the ram up and snug up the top bolts, down and snug up the lower bolts. With a little oil on the bushings it should be really smooth thru the travel

You are the Man!!!!
Skip
Arguing with an Idiot makes you an idiot
My Grandpa
A work of art really.
Everytime I look at this post the press keeps getting better looking. Would love to have one like that, maybe some day.
Great work ANeat
"Life isn't like a box of chocolates...It's more like
a jar of jalapenos. What you do today, might burn
your ass tomorrow."
I'm getting close to being finished with mine. Still have to machine the ram and finish cutting the slots in the top plate. Then a few minor set screw holes to drill and tap. Unfortunately, I can't seem to locate a 1 1/2" tap so it looks like I'm going to have to buy one. The cheapest I can find is a Chinese tap at Enco for $90!!! Ugh.
Oh yeah. I had a little bit of trouble getting the 1" guide rod shafts equal in length. Two days ago, I measured them and one was .030 too long so I chucked it in the lathe and faced off .030. Or so I thought. When I remeasured, the long one was now .030 too short so I took .030 off of the long one and remeasured. Now, it was .030 too short!!! Don't know what I was doing wrong but I'll get it figured out. Before someone posts a reply to tell me not to depend on my lathe's dials. I know and I wasn't doing that. I took several measurements as I was cutting and it indicated that .010" was being removed each time.
Thanks guys.
Glad youre getting close Doug, Im really looking forward to seeing some others make their own.
If you cant track down a tap let me know and Ill loan you mine.
Another option if your lathe is big enough would be to chase the threads. I considered that myself.
My 13" Import will swing the top plate in the 4 jaw chuck without removing the gap
I got parts drying in the sun, couldnt find the dark blue hammered finish so I went with a lighter shade

Doug; another option on the top plate, If youre not planning on using anything with a 1 1/2-12 thread you can just tap it 7/8-14. I think its the RCBS 50bmg dies that are 1 1/2 -12
Thanks for the offer ANeat but I don't want to dull your tap and I may make some more for a couple of friends so I'll probably just end up buying one. Thanks though. Last week, I bought an M2 parts kit so I'll need the reloading feature.
Once I get mine done, I'll post some blurry pictures. I don't want anyone comparing my press to yours. You are much much much more talented than I am.
Thanks so much for sharing all of this information with all of us.





..............Why not cut the threads on your lathe?Originally Posted by Doug_F

If you can't swing it in a 4 jaw bolt it to a faceplate and do it. This is a Redding turret press turret a member here wanted 3 holes bored and threaded 1 1/4-12 for some RCBS shotgun shell dies. Heck, the faceplate may cost more then $90 but by the same token you'll get your threads cut and you'll STILL have the faceplate for other stuff
BTW, are you sure it's a 1 1/2" OD thread you're needing and not 1 1/4 - 12? If it IS a 1 1/4" you're needing I have a new unused 6 flute Cleveland Twist 1 1/4 - 12 plug tap I'll sell for $50 + shipping.
...............Buckshot
Father Grand Caster watches over you my brother. Go now and pour yourself a hot one. May the Sacred Silver Stream be with you always
Proud former Shooters.Com Cast Bullet alumnus and plank owner.
"The Republic can survive a Barack Obama, who is, after all, merely a fool. It is less likely to survive a multitude of fools such as those who made him their president."
Shrink the State End the Fed Balance the budget Make a profit Leave an inheritance
The RCBS dies are the biggest at 1 1/2-12 for the larger calibers. Lee's 50bmg dies are 1 1/4-12
Here it is all painted up, made up a "strong mount" for it and the Lee Classic Cast.
Now lets see some others, mine is/are done
I just once again want to say thanks to all those who helped out on this. I got a lot of quality info and advice on this project from many members here.
Im proud to be a part of this forum
Last edited by ANeat; 03-20-2010 at 07:19 PM.
Aneat very nice job I see you made the walnut hill type looks great awsome work.
I need to paint mine but like always I was in to much of a hurry to use it.
Thanks for the idea Buckshot but my lathe is a worn out piece of ****. The lead screw is worn out and the shear pins for it and the cross feed are sheared off. I need to do a little bit of maintenance but have too many projects going. I didn't know that the Lee dies were 1 1/4. Dang it. I've already bored the hole out for a 1 1/2 tap.
ANeat, your press looks awesome but the strong mount makes my back hurt just looking at it.
very nice Aneat, a job will done
John
Growing old is mandatory; growing up is optional
Well, I guess I'm farther from finishing than I thought. I still have to machine the ram, tap the top plate, cut a piece to bolt to the toggle links, bend the handle, cut the links to the proper length, drill and tap the set screws, and cut down my half inch bolts that fit into the ends of the links and the ram. Oh yeah, then I have to work on making it pretty. There are probably some other small things I've forgotten.
Anyway, here are some pictures of my press. Don't know how many hours I've got in it but I'm sure it would have been A LOT more if ANeat hadn't have been so generous with his knowledge. He did the "heavy lifting." Thanks again.
I included a shot of my mounting system. I found those two lengths of thick walled rectangular tube at the scrap yard. I just had to mill out a small pocket in each corner of my base plate to make them fit. Some of my plate thicknesses varied from ANeat's because this was scrap I had in my garage and I didn't want to waste time milling it thinner (and weaker) so I just milled off the thick layer of rust and/or mill scale and used it as it was. The strange appearance in some places is where I used a 2" sanding disk to clean up my end mill marks. I'll sandblast it in the cabinet before I add a layer of paint.
I won't be able to work on it for the next four days because I'll be out of town.
PS. How do I make my pictures larger? According to the "attachment manager" or whatever it is called, the max size I'm allowed is 280 pixels wide so that's what I made them but mine are obviously smaller than everyone else's pics.
Doug thats awesome. Glad to see youre making progress.
As for the bigger pics I use photobucket and just link to the image. There is photobucket and several other image hosting websites that allow you to store pics and link the image to places on the web (like here)
They limit the download size here (and all forums) because large pics can really use up
storage space on the server.
If its just a few pics and you dont want to mess with it you can e-mail them to me and Ill post them "bigger" but if you like messing with pics; having a place to store the pics is handy.
..............I use Foto Time to host & store my internet photos. It's $29/year and you get a freaking TON of space for storage, plus no advertising or other foolishness.
..............Buckshot
Father Grand Caster watches over you my brother. Go now and pour yourself a hot one. May the Sacred Silver Stream be with you always
Proud former Shooters.Com Cast Bullet alumnus and plank owner.
"The Republic can survive a Barack Obama, who is, after all, merely a fool. It is less likely to survive a multitude of fools such as those who made him their president."
Shrink the State End the Fed Balance the budget Make a profit Leave an inheritance
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote









