You guys and gals are so GREAT!!!!

|
   
   
|
|


You guys and gals are so GREAT!!!!
I think I have a solution to the nose damage issue --- figured out a way to make a mechanical stroke action where it is a two stage stroke with a conistent stop point on the short stroke --- unfortionatly it would have to be a non-press mounted lube sizer:
Each rotation gives first a short stroke and then a long stroke --- as drawn and timed
--- 6" diameter wheel
--- 1/2" diameter wheel hub and bearing rods
--- slightly over 4" total stroke
--- first (short) stroke is a little over 2"
I just drew and animated the mechanism for now --- but --- it could be set up so first (short) stroke puts the boolit into the die in position to be lubed --- then there is about a 1/3 rotation where it just sits in that position --- a cam could be used to time a lube valve to open during that portion of the rotation and/or activate a lube pump --- then the full lenth stroke pushes the boolit out the bottom of the die completely before the cycle repeats for the next boolit
Obviously --- rotory motion makes motorization a very easy upgrade --- along those lines a second cam could also be rigged to activate a boolit feeding assembly of some sort --- but simple hand crank operation is certainly posible with boolits fed one at a time by hand

Tommygirl, that's interesting. I had thought about having a stop block that pivots in & out on the ram to limit travel to two different stop positions. Your idea would lend itself better to an automated design.
�an armed society is a polite society.�
Robert A. Heinlein
"Idque apud imperitos humanitas vocabatur, cum pars servitutis esset."
Publius Tacitus
Yah --- I kinda got the automation bug now --- my man has been building an automated casting machine and although I raised an eyebrow (as in singular) one he first told me he was going to do so --- it has been looking pretty good and I am pleasently supprized at what he has come up with and I am starting to see the wisdom in the basic idea --- as he puts it he doesnt want a machine that is fast or anything just one that casts excellent quality and can handle HP and HB molds even if it runs slow and methodically --- because he can just let it run and "baby sit" it while he is doing something else like lubing or loading and thus although he might be able to cast faster by hand it will still save him because he can work on other stuff while it is running
So Ive been thinking along the same lines --- thought about the special three position air cyliners that Bimba sells that have a positive stop part way through the stroke but they are like $100+ for just the cylinder so Ive been a doodling on this for a while trying to figure out how to do a three position stroke that would not only put the boolit in the die but also punch it all the way through after it got lubed --- my first though was a planetary gear crank set-up with a gear half the size of the outer ring inner tooth hub running inside that outer hub and the crank attached to the smaller gear with the larger inner tooth hub gear being the drive gear and the inner smaller gear being the driven gear which in a 2/1 drive ratio with a crank and rod would produce a double stroke short and long --- But such would be a smooth running set-up it wouldnt be cheap either --- gears arnt cheap especially if they are custom --- Now a metal disk with a couple holes punched in it and a couple bearing rods pressed into the holes --- that is cheap and easy --- some impact and sliding wear but shouldnt be a problem provided it is run at slow speeds --- motorization would probaby be a cheap very lowe end RPM range output worm gear drive gear box --- something in the 10 RPM range --- which would still mean 600 boolits an hour sized and lubed which if your doing something else and just letting it run with a little bit of baby sitting aint bad at all
As for your design you posted a picture of on the previous page --- I love the way you made the valve just a simple push button that is positioned to be right next to the press handle when it is raised --- pure genius of simplicity
My day job is factory automation related. I'm pretty deep into that stuff on the high end. If you have a big budget, anything can be made to work well. Trying to do more with less can be a bit of a challenge at times.Originally Posted by tommygirlMT

If you want an economy version of a 3 position air cylinder, try piggy-backing two air cylinders together. You can fire just #1, or just #2 or #1 & #2 at the same time. If the two stroke lengths are different, that gives you 4 possible positions.
�an armed society is a polite society.�
Robert A. Heinlein
"Idque apud imperitos humanitas vocabatur, cum pars servitutis esset."
Publius Tacitus

I finished the drawings and the materials list for the lubesizer I built. Like I said
before, I used scrap material, drops from the saw, material left over from other
jobs, and parts that were going to go in the trash to build this. So I built this for
nothing, 0$. I have included the part numbers from some of the parts and the
page numbers in the McMasterCarr catalog. I used a DESTA CO hold down clamp
for the ram. You may be able to find something else to use. I did not show the
bolt holes for the handle I made. They just go thru the handle on the desta
clamp. My handle is 1" Dia. x 11" alum bar. I guess you will have to look at the
drawings and decide if this little project is worth doing for you. I had fun building
it and it works real good. If you have any questions please feel free to ask. I will
be happy to help.
LatheRunner
Last edited by LatheRunner; 06-26-2011 at 01:26 AM. Reason: added pdf files
Sorry there is no drawing file. It was to big to post. I will have to make it two files on monday.
LatheRunner


How about some pics of your machine?
Cat
Cogito, ergo armatum sum.
(I think, therefore I'm armed.)
3 pdf files. Any questions or if you need more pics just ask.
LatheRunner
Quite the machine LatheRunner, thanks.
Welcome to the site too by the way.
Cat
Cogito, ergo armatum sum.
(I think, therefore I'm armed.)
Thanks for the complament Catshooter. Now I have to find the time to shoot all the boolits I lubed with it.
LatheRunner
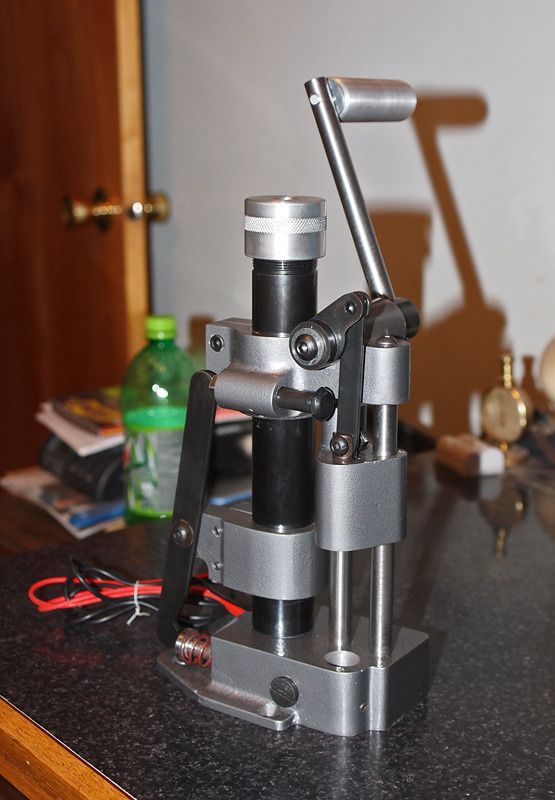
It looks like you have quite a bit going on there. Would you care to elaborate on how exactly it is that she functions?
�an armed society is a polite society.�
Robert A. Heinlein
"Idque apud imperitos humanitas vocabatur, cum pars servitutis esset."
Publius Tacitus
Hello JIMinPHX. Well lets see. Lube in the tube, air cylinder for pressure, to push lube to the center of the base. The hold down clamp is the ram. Push boolit into die . When you raise the handle to add another boolit the bar on the top pushes the pivot toward the die. There is a plunger in the base that puts pressure on the lube in the die. 4 holes in die. When you add a boolit it pushes the one the die out. I have a Alum. plate between the base plate and the mounting plate. I use a iron for heat. Works pretty good for a first try.
LatheRunner
Yet another project for my ever growing list of things to build.
Well I'm just happy that that SOB out bid me on the rcbs lube sizer I was bidding on the other week. As my home built one works so good and fast that I'll have to build a boolit feeder to feed it as my fingers can't keep up.")
What happened here there were some great ideas regarding a press mounted lube & sizer. Did any one come up with something final that worked well ? ....Jeff

I home cloned a Star last winter. Worked till I broke it lol
Re-desiging the weak point i uncovered

Jim, that is an impressive job.
Don Verna
you think casting lead is fun, wait till you start casting aluminum!
My small home foundry is a blast,
Dream it up and make it!
Jim, your work there dies look very nice....Jeff
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote