I have a mdl 37A win with a unusable stock. I have made a new stock and it needs to be drilled lengthwise for the fastining bolt. anyone have any Idea of where to get a long drill bit , or on how to make that long hole etc.?
Thanks BD

|
   
   
|


|


I have a mdl 37A win with a unusable stock. I have made a new stock and it needs to be drilled lengthwise for the fastining bolt. anyone have any Idea of where to get a long drill bit , or on how to make that long hole etc.?
Thanks BD




Make sure you use a drill bit made for wood. An auger type will be best. What is the diameter and length that you need to drill?

I got three long drills from Harbor Freight as a set
They are 5/16 , 3/8 ,and 7/16 and 24" long.
I use them for drilling the holes in muzzleloader stocks for the ramrods
Last edited by LAGS; 05-08-2023 at 01:47 PM.
i would use the old-fashioned brace + bit tool by hand - it should be long enough + less chance of any mishaps -
never pick a fight with an old man - if he is too old to fight he will just kill you -
in this current crisis our government is not the solution , it is the problem ! -
ILLEGITIMI NON CARBORUNDUM
as they say in latin
Draw a center-line of your hole, on both sides and the top of the stock. Remember that the most important location is the accuracy of the grip end. Drill from both ends with your smallest bit. This can all be done carefully with a hand-held cordless drill. Check your progress with placement of long pilot dowels from time to time. If you get off course, you can step up to the next large bit for a distance, allowing you to re-aim the smallest bit when you continue.
Go slowly, and carefully, and you will amazingly meet your holes with each other. Then, enlarge with the next larger bit, allowing for any error in your line of travel to be corrected in the rear portion where your largest bit will be used.
Next time, drill your hole in an unfinished blank rather than a finished stock. jd
It seems that people who do almost nothing, often complain loudly when it's time to do it.


Long drill bits aren't too hard to find from the many online tool companies. The trick is knowing how to do drill the hole. It is best done on a lathe. You need to draw a line on the stock from where the hole is supposed to exit on both ends, and then set it up so the line is perfectly horizontal on the lathe in relationship to the lathe bed. You can probably find some clamping advice on how to do the set up in a gunsmithing book or maybe on U-tube. Too late now, but the hole is usually drilled in the blank piece of wood as a first step and then the stock shaped around the hole. Much easier to do when you don't have to worry about marring the shaped stock on the lathe. I suppose this can also be done with a large drill press by turning the table sideways and clamping the stock to the table kind of like with this M1 Garand stock having the cleaning rod storage holes drilled in the attached photo; or with an electric drill, if you have a good eye and a steady hand. Perhaps, with the last method, you could start the hole from both ends and hope to meet in the middle.
DG



Bigdog 454.
I think we can set it up in my lathe and drill the hole in a line boring set up. I would check with wood crafters for a long brad point drill. If not we can extend one for the job.
I will Pm you

Lowe's usually carries long ship auger bits. They aren't necessarily cheap, but they do tend to go in a straight line.
The last stock I drilled for a through bolt was like yours, already shaped. I drilled the 3/8" hole with a long spade bit. Then for the clearance hole I started a 1" or so auger bit (just the snail) into a short piece of 3/8 dowel rod to follow the hole. It worked fine.
If I ever have to do another one, I will be investing in an 18" long ship auger, and probably drive it with a brace. I do not recommend the spade bit, it drifted wide. I didn't ruin the stock, but it was close. All hidden under the buttplate now.
Robert
I have ramrod hole boring bits that I made years ago using cold rolled round stock and standard twist bits that I had a professional welder attach - I use a brace with them. I think what you are looking for are known as "electricians bits" think of a twist bit about 16 to 18 inches long. When I have made butt stocks with bolt mounting holes as you describe (In my case, butt stocks for H & A underhammer percussion rifles) - I always drill the hole BEFORE the stock is shaped - while it is still in the blank form. This allows me to securely clamp the stock blank to the bench and mark drilling jigs out of hard maple or white oak to correctly align the bit - I then use a brace to turn the bit - boring short distances and pulling out often to clear chips. If any binding, I blow in powdered to act as a dry lubricant.
These holes are usually counterbored with a larger diameter drill in order to accommodate the head of the attaching bolt/washer. This is going to require a larger diameter drill bit in order to accommodate the head/washer so you're going to need to come up with a drill large enough in diameter and long enough to counterbore the correct depth. When I was making stocks like that for my own use, I had a long machinists bit that was the right diameter for the bolt head/washer that I was using - I had a machinist friend make the bit by carefully chucking it in a lathe in a collet chuck and grinding the end of the drill shaft down so I could get it in a brace. Counterboring slowly, frequent removal of chips and checking the depth often allowed me to make the counter bore and the previously drilled hole allowed the larger bit to travel the same path - but I still utilized shop made guide block jigs. Once the counterbore was made to the correct depth, I used a spade bit in a spade bit extension in the brace to carefully cut the area that was angled from the tip of the counterbore drill to a flat counterbore to accommodate the washer/bolt head.
The very first one I ever did, I made guide block jigs and a rechargeable hand drill, thinking I could take it slowly but still speed up the job. That was a mistake as it doesn't take but a nano second to have things go wrong and ruin a good chunk of wood. With a brace, you can pretty much "feel" your way as you bore so if you don't clear your chips often enough, or you hit a spot in the grain that could veer the bit off, you can take it slow and carefully correct things.
When I bore ramrod holes in stocks for muzzleloaders - on long rifles I cut the barrel channel first - I use a single knife molding head on the table sw with a bit ground to the barrel profile. Once it is cut, I cut a "filler" out of wood that will fit the channel. I clamp the stock blank to the bench with the filler in the barrel channel and then I router the ramrod channel from the end of the stock to the end of the forearm using a round core box router bit of the right size - i.e. 5/16" for small caliber or 3/8" for larger calibers. I then use a piece of hard maple of the correct dimensions and use the same core box bit to router a channel lengthwise - then cut a number of pieces to about 3". The ramrod channel is routed to a depth of half the diameter of the core box bit used in both the stock and the piece used to make the guide blocks. Prior to this, the dimensions desired are marked on the stock blank, and I cut two pieces of 3/4" pine to identical widths that will allow them to set above the height of the stock blank to run the base of the router along. These are longer than the distance where the ramrod channel is cut - when the blank is clamped to the bench, these pieces are clamped to the sides of the blank so that the bottom edge is even with the turned over top of the blank where the barrel channel has been cut. I then set the router guide at the right dimension so that the ramrod channel will be cut in the same location as the center of the bottom flat of the octagon barrel channel. Once you've done one, it takes longer to explain it than to do it.
With the ramrod channel cut in the stock blank, I then remove the 3/4" pine strips that the base of the router rode on and using a dowel of the correct diameter, line up the shop made boring guide above the channel and clamp in place. I usually use 3 or 4 of these guide. I clamp one tight to the end cut of the forearm so that when I start to use the brace to bore the ramrod hole, it starts in the correct place and started parallel with the barrel channel and ramrod groove. I clear the chips often and once the ramrod is to a depth of a couple inches, the ramrod hole should go straight unless you don't clear your chips often and it binds or there is an issue with a hard spot in the grain, etc. I have bored a number of ramrod holes using this method and have never had one "run out" in any direction. I mark the stopping point on the side of the stock and measure off and wrap a piece of tape on my long ramrod drilling bit so that I know when the tape reaches the end of the stock, the hole is finished. Once I had everything set up, I could usually drill the ramrod hole in the forearm to the finished depth in around an hour or so. It is to a job you want to rush and while it gets a bit tedious clearing the chips often, it's a necessary part of the job.
There certainly is more than one way to skin a cat and others may have better ways and methods - or equipment such as lathes or mills which might make the boring much ore precise and quicker to accomplish. It's all a learning process and if you don't rush things and take your time, you can get good results.
Good luck!
Im thinking a center point on each end, set up in the lathe between centers to get alignment Clamp to the aloris tool block and release centers. chuck drill in head stock and set feeds and speeds sit back and watch her go

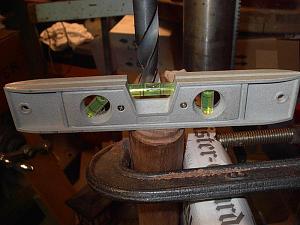
If you are using a hand drill, do yourself a favor and get the levels that will showing you are drilling straight or use one of the drilling jigs.

Electrician's drill bits.Originally Posted by bigdog454

Silver solder or braze a drill bit to a rod of what ever length you may need ?
I've only done one while at CST. The location was marked on each end then a shallow starter hole drilled on each end. Then a longer bit was used to drill half way through, on a lathe with the drill in the chuck and the starter hole against the tailstock center. Then the stock blank is reversed and the hole finished by drilling the other just over half way through. The counter bore was done with shop made tool that was a piece of rod that was a close fit in the through hole that had a cross hole about 3 inches from one end. The hole was about 1/2 the diameter of the main rod and was at a right angle. After silver soldering the smaller rod in place, it was shaped to form a cutting edge and the length determined the diameter of the counter bore. The main rod could be cold rolled steel, the cutting edge should be hard to semi hard steel such as a drill bit shank or a piece of hardened drill rod.
Spell check doesn't work in Chrome, so if something is spelled wrong, it's just a typo that I missed.
IF... and there's several;
You or anyone here are looking at this "longterm".... a sq/flat way lathe bed is pretty durn nice and easy way to approach this. As a line boring base,and/or fixture for scope hole drilling amongst other uses. Another "if" is getting it cheap. Ours is a sq way 618 Craftsman bed bought for $20 years ago. I'll try to post a cpl pics. One is off the web,ours is just an old pic with a stock fixture laying on top of it. I did remove the cast leg set,which seem to bring good money?...they do get broken so there is a market. Selling these can help offset the bed's $. Replaced the leg/riser with 1/4" steel plate.... lowers total height,and speeds up the process bolting to mill or DP table.
Here's the pic from the web...



you need what is known as a bellhanger's bit, an extra long auger bit, driven by either a bit brace or an electric drill.
Micah 6:8
He hath shewed thee, O man, what is good; and what doth the LORD require of thee, but to do justly, and to love mercy, and to walk humbly with thy God?
"I don't have hobbies - I'm developing a robust post-apocalyptic skill set"
I may be discharged and retired but I'm sure I did not renounce the oath that I solemnly swore!
a lot of good information here, from some very smart people. Thank you all for sharing.
BD
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote