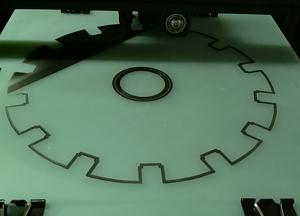
Anyone have any issues with the new drop tubes? I saw this in the slicer before I printed, it is just two walls. I need to check my Esteps and make sure I�m extruding correctly.


|
   
   
|


|


Anyone have any issues with the new drop tubes? I saw this in the slicer before I printed, it is just two walls. I need to check my Esteps and make sure I�m extruding correctly.

I don't understand why these take so long for some people. I am printing mine at .20 layer height, 4 walls and 20% infill and the last one took 34 hours.Originally Posted by Anuccite

The top twist mount of the drop tube has always been thin. .8mm or something I think without looking. I have not made any changes with that
Edited: l stand corrected. They are exactly .41mm wide there. Which is why a .4mm nozzle and printing at .12 layer height is required.
I grabbed the 8.5 one. I had printed all my plates with 8.2 so I am curious how these do.
Hah! I bet your filament graveyard is pretty huge!
So they always take me forever to print too. But partly because I use PETG and slow is the life and multiple printers I never am in a rush on something. But 34 hours isn't bad at all. Takes me 51 hours.
Is that the 6mm tube btw?
Just checked and it looks like the 6mm version has a very small area that was less then .4mm (like .3961mm), which is a big no no.
Just fixed and will add it to new release.
Last edited by TylerR; 01-31-2021 at 04:13 PM.
Its ridiculous. I have gone thru easily ten rolls just on test prints. That doesn't count all the filament for the "successful" prints. lol
well here it goes. This plate takes a long time as well. Cura says 11 hours. And I will need to change filament sometime along the way. .2 layers, 2 walls, 10% infill. Yes the left side looks a little thin and close to the bed. Just made a minor level adjustment.
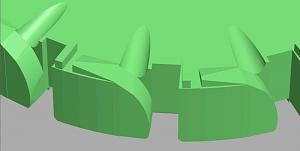
for anyone who wants a closeup of where the magic happens:
Just curios djinnpb. Do you have any issues with the lee design? Are the NOE's just more accurate or better in other ways? I do powder coat these days, no more lube sizing for me.
That is exactly where the problem was on my current print..... I must have went to 2 walls for something..... and when I sliced before printing again, That's where the time was...
My fault.... Should be 30-34 hours.... 4 walls eliminates all fill in the walls
The Lee never would shoot well for me in my 9" barrels (what I used mostly) And powder coat too (man I skipped over the lube size and gas check life) but I used to stand them up to spray and the base on the lee always gave me fits there too. I've since seen the light and joined the shake and bake club. So much faster than making jigs and spraying. Granted spraying looks great but takes forever. You have luck with the lees design? If you want to try some of the NOE 247s let me know.
Oh man I can only imagine.
Not yet, wife�s uncle passed today so it�s been a crazy day with her elderly dad. Hope to get some knocked out in a day or so
Sorry for your loss my friend. My wife's Grandmother just passed 4 days ago so I have some idea. It's kind of tertiary but still affects you in a lot of ways.
My last one was 60 hours and some small change.....variable layers from .20 to .12, 4 walls, 4 solid layers on the bottom 4 on top, with 18% infill. Maybe the variable wasn't worth it. How many solid bottom and top layers do you do?
Don't know if I will ever need to print another.....except if my brother talks me into making one for him. I'm just glad I finally found the reason for the warping.....guess my basement is not cold enough to use the heat you use. It quit warping when I lowered temps back to 215/70 first layer, and 210/60 the rest of the way..........and btw I'm really glad you haven't found a good reason to add a clutch to the bases.........
That's easy to fix......just quit improving/changing things! Your wife probably agrees!But quit AFTER you try 45 degree angles on your clutch.
OK, if you won't just send me the cad file and I'll do it and waste my PLA......and who knows, cause you to print even more plates. Heh Heh! I just hate supports.....you taught me to.......
Thanks Buddy.
All I get here is I created another support hater. mission accomplished
But as my friend Ed taught me (APP_Base_Slide) sometimes supports can't be avoided. I could probably add a 45 degree bevel but it would only make the other problem you mentioned worse. The wear on that beveled edge will break down much quicker then a flat edge just like a car break rotor, and you would probably have to tighten the screws a lot sooner.
No it's still flat on flat and an even bigger surface area means slower wear since a diagonal is wider than the horizontal. Email me something with dimensions and I'll show you what I mean. // rather than = the top is still the same. Just the overhang of the plate and the lower horizontal of the bottom clutch piece would be angled. I'll make an un-dimensioned model to show you.
See, no supports necessary, and more surface. That's what you get when you ask for my input, a PIA divergent.
Car disc brakes are even worse....they are vertical.....
Last edited by GWS; 01-31-2021 at 10:35 PM.
Definitely a good idea. Here is what I did to get around the slot and grinding down the screw. Drilled out the hex adapter to lower it down some. Puts the screw below the plate. Added benefit of lowering the hex nut down now to engage the "meatier" part of the hex clutch plate.
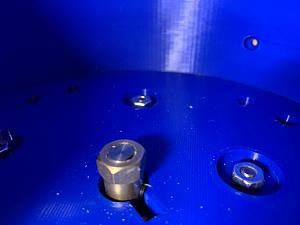
TylerR...Clutch plate working brilliantly!!! Already had a jam with the 9mm bullets at the drop tube/spring connection. Clutch spun and worked as advertised.
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote