How deep should cannelure groove be?
I'm building cannelure tool and would like to hear what works, before making all parts.
Any help appreciated.
Kaj

|
   
   
|


|


How deep should cannelure groove be?
I'm building cannelure tool and would like to hear what works, before making all parts.
Any help appreciated.
Kaj
Last edited by KTN; 02-12-2012 at 02:03 PM.
Hi kaj'
Not very deep on rifle bulllets about .008 to.010 Inch from what i have measured,
Just enough to hold the bullet during recoil. Pistol jacket that ive measure a bit more.



You have to be careful not to go too deep, since deep means that you will cut through the jacket material. That wouldn't be good.
Try to duplicate the cannelure that you see on other bullets.
NRA Life Member
NRA Certified Metallic Cartridge Reloading Instructor
Author of a book on reloading
ILSA MEMBER http://www.internationallawnsteelsho...ssociation.com
NRA RANGE SAFETY OFFICER



I think Corbin posted it some where in his web sight????? Maybe it was with his tool, I don't remeber but I seem to recal about .005-.015 deep ????
You'll know when you play with a cannalure tool a bit. I figure if I drag my fingernail across it and it catches an edge your good to go!
BT
BTX Star Crimp Die
Back in stock with new low price!
Click link below!
http://castboolits.gunloads.com/show...Star-Crimp-Die
also check in and say hello on my new face book page!
https://www.facebook.com/BTSniper-153949954674572/

Your tool should be built with an adjustable depth stop. That way you can control what works best for your gun and your boolits/bullets.
Larry

When I got one of those new toys I found out the hard way I was giving it to much pressure and I was taking the OD of the projectile undersize. I use my groove micrometers for an accurate reading but calipers are close enough. If I'm doing pistol boolits lets say 9mm with a boolit diameter of .355 the groove diameter I take it too will be .350. and when I do 30cal with a boolit diameter of .308 I take the groove diameter to .295. They can and will vary slightly in size by an average of .002 depending on the pressure applied. The tool takes some practice with some of the adjustments but once that's figured out it's all smooth sailing from there.
Click to see what I'm doing and have available, this takes you to the VS (Vendor Sponsor) section of the site. Currently..25Rem,30Rem, 32Rem, 35Rem, 257Roberts, 358Win, 338Fed, 357 Herrett, 30 Herrett, 401 Winchester, 300Sav, 221 Fireball, 260Rem, 222Rem, 250 Savage, 8mm Mauser (AKA 8x57), 25-20WCF
Annealing Services
http://castboolits.gunloads.com/foru...php?117-Grumpa
Thanks to you all.
I was thinking about 0.02" as max depth for groove.
Teeths on my cannelure wheel are about 0.015" deep and 0.02" apart.
I was thinking about using stainless steel shimstock for depth adjustment, even to change calibers.
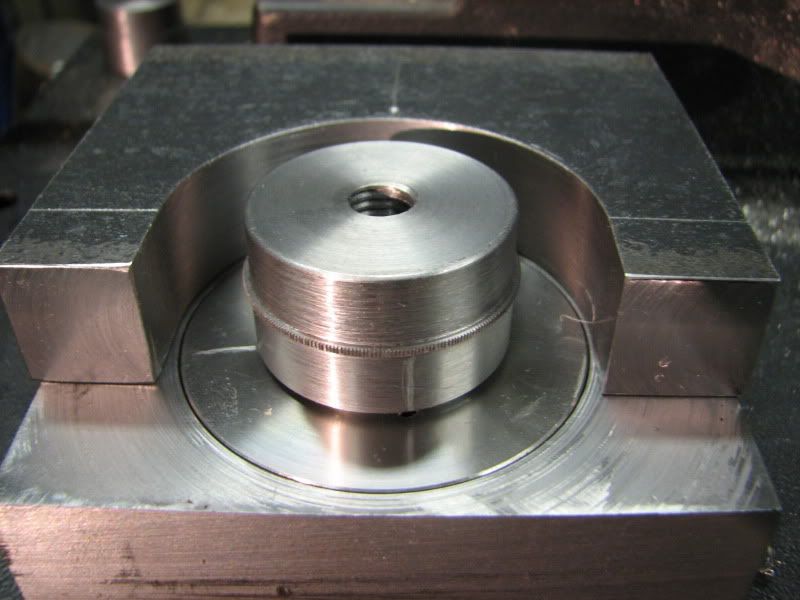
Here is what it looks like now, only base and wheel ready. It will be powered by drillpress.
Kaj
Nice work as allways there KTN!
Keep us posted!
BT
BTX Star Crimp Die
Back in stock with new low price!
Click link below!
http://castboolits.gunloads.com/show...Star-Crimp-Die
also check in and say hello on my new face book page!
https://www.facebook.com/BTSniper-153949954674572/

Nice work KTN, looks like that should work well. I read a few of the Corbin's technical bulletins several yeas ago, and IIRC the most depth recommended with the commercially available jackets was .005 deep, giving a .010 diameter reduction. This had mostly to do with the thickness of the jackets, and use of the thicker copper water tubing would allow for a little deeper without issue, but once enough depth is achieved to allow for the crimp depth after bullet seating there is no advantage to deeper.
NRA Benefactor Member
NAHC Life Member
TSRA Life Member
Unlike most things in life, knowledge can be given away freely and never be diminished
Thanks again, need to make few tests to find out proper depth, starting with 0.015" and going down from there.
Next bit starting to take shape. If shimming doesn't work, I must make one of these to all calibers.
Kaj
use double rollers, adjustable to a stop.... similar to:
In other words, why make the bullet go around the semicircle? Just have the bullet spin in a set of rollers. Adjusting the depth of cannelure becomes an easy matter to adjust infinitely.
NRA Life Member
NRA Certified Metallic Cartridge Reloading Instructor
Author of a book on reloading
ILSA MEMBER http://www.internationallawnsteelsho...ssociation.com
NRA RANGE SAFETY OFFICER

The way that Kaj has started to build his is to be automatic. feed a bullet, it rotates as it goes and then he sets the next one, so on and so forth.
Kaj,
Could you just make a series of outside blocks to give you a slight range of diameters? use a double set horizontal adjustment on the blocks using grub screws?
Manleyjt,
Once more you got it right.
Wheel turning clockwise, drop bullet on left side and pic cannelured bullet from right. Next step would be to build bullet feeder to drop bullets, and I have few ideas for that already.
I'm will make few U-blocks and try to use stainles steel shims to cover all calibers between those sizes, to avoid adjusting with screws, being lazy again. But if it doesn't work, U-blocks for every caliber.
Kaj
Kaj,
Are you going to put a spud in the top threaded hole and then turn from top with the drill press?
It sure looks like you should be able to make an insert (shim) to adjust for different bullets I can see how it would work Diameter wise, but how do you adjust for up and down on the bullet?
"let's go. He ain't hittin' nothin'.".... "You IDIOT, he's hit everything he's aimed at!"
Manleyjt,
Thats the idea.
Short answer, washers and shimsOriginally Posted by MightyThor

I like simple solutions.
These pictures show how parts fit together.
Tool base is made with 3/8" plate on bottom with 3/8" hole for bolt, and 1" plate on top with 1.14" hole for axle and 2.36" diameter 0.25" deep hole for rotating base plate.
Parts fit in this order, from left (bottom) M10 bolt that holds axle down, washer to adjust height, axle, ballbearing, cannelure wheel and on top bolt that connects to drill press.
Kaj
Yep, spacers! Corbin's power canalure machine uses same thing. let me know if you need some pics.
BT
BTX Star Crimp Die
Back in stock with new low price!
Click link below!
http://castboolits.gunloads.com/show...Star-Crimp-Die
also check in and say hello on my new face book page!
https://www.facebook.com/BTSniper-153949954674572/
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote
 BT Sniper
BT Sniper