I think most of the mills are for 3" wide material. I picked up some aluminum flashing and wonder if a mill will thin it as easily as copper. Maybe annealed first? Next time I see my neighbor I'll have to try it.

|
   
   
|
|


I think most of the mills are for 3" wide material. I picked up some aluminum flashing and wonder if a mill will thin it as easily as copper. Maybe annealed first? Next time I see my neighbor I'll have to try it.
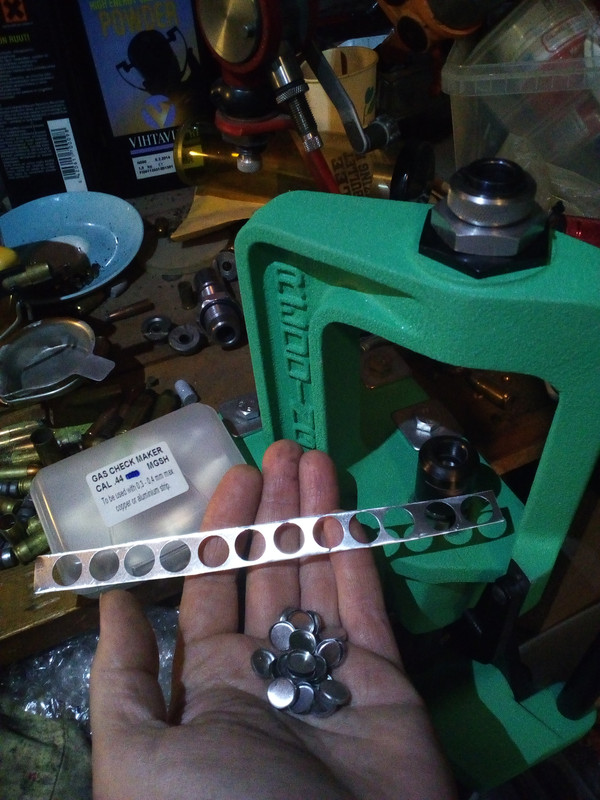
Finished GS makers in 35 and 44 cal. I decided to buy a rolling mill since I have more use for one than just gas checks. This wasn't an expensive mill($170), but works like a charm and will roll material down to .002" with ease. Never realized how handy it could be. I just trammed my mill yesterday and needed a .002" shim and quickly made one from the flashing I bought for gas checks.
As for the checks, it's nice to have the ability to change the shank area length if needed by simply adjusting the thickness. What I found is with every .001" increase in material thickness that the maker has to squeeze between the pin and punch it'll stretch the check about .010". The below pic shows the difference between .011" and .008" material. The .011" material was way too thick and made the check about .035" too long for the shank. Might be great for PB checks though.
Has anyone build a set of checkmaker for 22 cal? I am wondering what dimensions are needed.

I have, feel free to PM me
If anyone is interested in turning these out let me know prices. <contact data removed> PM me if you can do so. Thank you as I cannot find them and all my access to machine tools is 1100 miles away.Originally Posted by plus1hdcp

Last edited by Mr_Sheesh; 12-25-2020 at 01:47 PM. Reason: Because spammers would annoy them


Yeah I wonder what reloading presses people are using...?
I've been trying to cut .016" , both aluminum and copper .30 cal. The first cut copper check broke a CH 205 press linkage bolt.
So I got a Redding Big Boss today. No real difference except it didn't break yet. Cutting aluminum is doable but at first the whole press bends into a big spring from my body weight, then it cuts with a big "BANG!" like smashing the table with a sledgehammer.
I'm not exaggerating. I bet the Redding can take another 50 aluminum checks before it says goodbye. My heavy desk may be ruined before though.
Everything on the table jumps and other things break, like a Hornady powder measure today. You can see it in the pic. The desk is bolted to the floor and wall, things fall from the shelves...
And to add to confusion, my friend who sent this tool to me also sent a video where he cuts the same 0.016" aluminum using a Lee Challenger hand press...


Petander: I haven't read through this whole thread yet, but back near the beginning one of the posters was talking about how they sprayed furniture wax on their strips of material. Are you using any type of lubricant, or are you pressing out the checks dry? I can't say, because I haven't done any of this yet, but adding some type of lubricant might ease the process. I'm sure that others with more experience will chime in with advise.
I oil the strips both sides.
That same copper punches easily with .358 Lee push through bullet sizer in the same press. Confusing indeed.
Are your checks slipping off the forming punch? On one of my home made checkmakers, the check stuck on the forming punch , and when the next disc and previous check tried to fit through the forming hole, it sheared off the lip of the second check, like the ones on top of your press. To fix that issue I polished and tapered the forming punch.
Another thing I discovered was if the slot for the copper strip was exactly 90 degrees to the shearing punch, the discs cut hard. I rather crudely cut my first slot with a hacksaw at a slight angle, by mistake, and it cut the discs much easier than when cutting the full diameter of the disc. Think of how a tin snip starts cutting on one edge, not the total length of cut at once
Petander I replied to the other thread but aside from things I listed it appears that you might have a different problem as Gewehr-Guy pointed out what most likely happened is that you got bunch of stripped gas checks accumulated on the forming pin which is causing problem. I am going to post a picture of the die I just fixed and similar problem occured. Usually it happens when you try to punch a thicker than intended sheet and end up with a ring like in your photo. Did you take your die apart and inspect it?
Also regarding angled cut, I don't think it's a good idea, yes it will make the cut easier and it's in the Eds plans but a diagonal cut is going to make an oval shape. Do you really want your gas checks to be oval?
P.S. I don't use any oils or wax on my GCs because I PC my bullets but for traditional lubes that would help I imagine.
Well guess what,the 44 version worked right away for me!
I thought it would be harder to use than .30, I was wrong.
Why is it that the more I think, the wronger I get?
30 cal sort of works but you'll need a painkiller after making a dozen checks.
Seriously, hand palm bones are in danger if you "slap" it. Pushing with body weight is horrible for wrists.
Checks are good though.



Also regarding angled cut, I don't think it's a good idea, yes it will make the cut easier and it's in the Eds plans but a diagonal cut is going to make an oval shape. Do you really want your gas checks to be oval?
Yes, the Ed Smith graphic shows an angled cut but the actual plans show the slot at 90� to the bore and punch.
I had thought about putting a beveled edge on the disk punch but then that would lead onto the forming punch so would likely tip the disk as it started to form so would likely distort the finished check. In the end I built it per Ed's plans. As I told Petander, I am using thick old aluminum gutter material at 0.019" that actually extrudes when I make checks but I am using a mallet to punch and form, not a loading press.
Yes, that build up of checks on the forming punch looks familiar! I had trouble with my checks sticking until I put a very slight taper on the forming punch and polished it, and started oiling the strips. That fixed things. Different check maker but same basic parts and actions occurring.
Longbow
DOH! I tried to reply with partial quote but got the pic too! Can't seem to remove the pic now. I am a simple old guy!
Thanks everyone, these 0.40 mm aluminum checks are superb.
I have some 0.30 mm copper coming to see if that helps. 0.40 copper really is extreme, like an elephant jumping around in your reloading room. Everything rattles and falls...
Hello,
can somebody email me the pdf ? (gas checkmaker)
Thanks
Thanks for these plans! You know its hard times when gas checks are in demand!
I saw Wal-Mart.com had some cheap lathes. I know they wouldn't be up to task to start my own business, but just to turn out a couple of these and a few other projects how would they hold up?



I never knew wm had lathes?... Metal lathes?
Never saw them in the stores, but they had them on their website. Some of the descriptions were terrible, very eBay-ish. First one I saw said metal lathe but was a mill from what my uneducated eyes could tell, clicked on one that looked like a lathe but it said only for softer metals like aluminum and copper. Had some more, I'll try to find a link. I've had decent luck with some of the Hyper Tough stuff they carry, the rotary tools don't last as long as a Dremel, but for the price I can buy 3 that will outlast one Dremel. Always wanted a lathe but it may be one of those eternal wish list items, I'd have to pawn stuff to pay shipping on a real one.
https://www.walmart.com/ip/VEVOR-7-x...dingMethod=wpa
Last edited by 0verkill; 06-14-2021 at 01:38 PM. Reason: added links
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote

