I'm getting a 358 Winchester barrel that I would like cut from 24" to 20" and have the muzzle threaded. Is there anybody here that does that work?

|
   
   
|


|


I'm getting a 358 Winchester barrel that I would like cut from 24" to 20" and have the muzzle threaded. Is there anybody here that does that work?

Tim aka Goodsteel but you'll have to go to his forum http://goodsteelforum.com/ to talk to him
je suis charlie
It is better to live one day as a LION than a dozen days as a Sheep.
Thomas Jefferson Quotations:
"The strongest reason for the people to retain the right to keep and bear arms is, as a last resort, to protect themselves against tyranny in government."


Just threaded a 300 today for a brake.
Well, unfortunately things have changed and I don't need it at the moment but I will remember this for next time. I just don't trust the local gunsmiths to thread concentrically for a suppressor.
I understand how to turn the threads on a cylinder. But how does one chuck a contoured barrel for such threading?
For chambering or threading
for shorter barrels
Allen screws take the place of the spider at the back of the headstock and it all goes over the bed. But one has to be sure the barrel's bore is straight and true. A surprising number of factory barrels are not only not concentric to the outside of the barrel but are not straight either.
Last edited by Artful; 11-18-2016 at 09:19 PM.
je suis charlie
It is better to live one day as a LION than a dozen days as a Sheep.
Thomas Jefferson Quotations:
"The strongest reason for the people to retain the right to keep and bear arms is, as a last resort, to protect themselves against tyranny in government."
I suspected some type of collet would be needed. But this rig comes directly from space age.
How long does it take to set up for threading or crowning? And how do you make sure the bore is centered and collinear?
PS: Noga is the best tool I ever had.

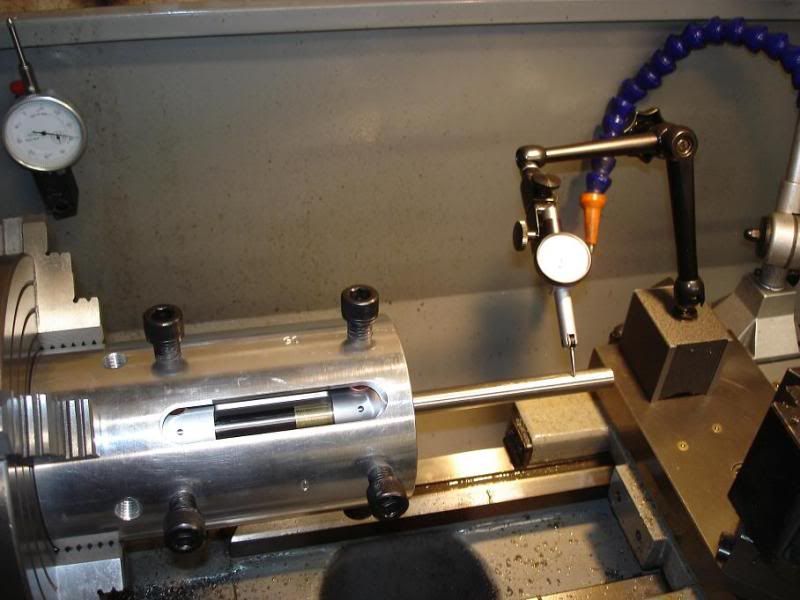
That long rod the indicator is on is in the bore. The machinist indicates it parallel to the spindle by running the carriage back and forth with the indicator on top of the rod while tweaking the the set screws on the spider. Its indicated one set of screws at a time. Then when the rod is running //, the four jaw chuck is used to tune the rod to the center line of the spindle. With care, and a good fitting alignment rod it should be possible to get the bore // and concentric to within .0005 in 10-15 minutes.
Casting for .38 spec, .44 spec/mag, .45 Colt, 38-55, 45-70 and .50ML.... and the boy's slingshot.
Shake'n'bake powder coating is amazing. Thank you to the guys that developed and shared the process.
I do several a week. Go check out my Facebook page "Bailey Signature Firearms" and look at some of the videos and pictures. I deal in suppressors so I also thread lots of barrels. I charge 90.00 bucks for threads and 125 to cut, crown and thread.

 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote