

Making a Drive Band Cutter (opening a mold)
I made a 2 drive band cutters to open up the cast diameter of my (2) cavity Lyman 311041. My mold was dropping at .309 and I wanted it larger to fit the .312 throat of my Savage 340. I made the first cutter .090 long for opening the three main drive bands. When I decided to make a second cutter and open the shorter drive band at the crimp groove, I figured I�d take some pictures and share with my friends.
I started by cleaning my work area, anything that had fallen on the floor was picked up and put back on the work bench!
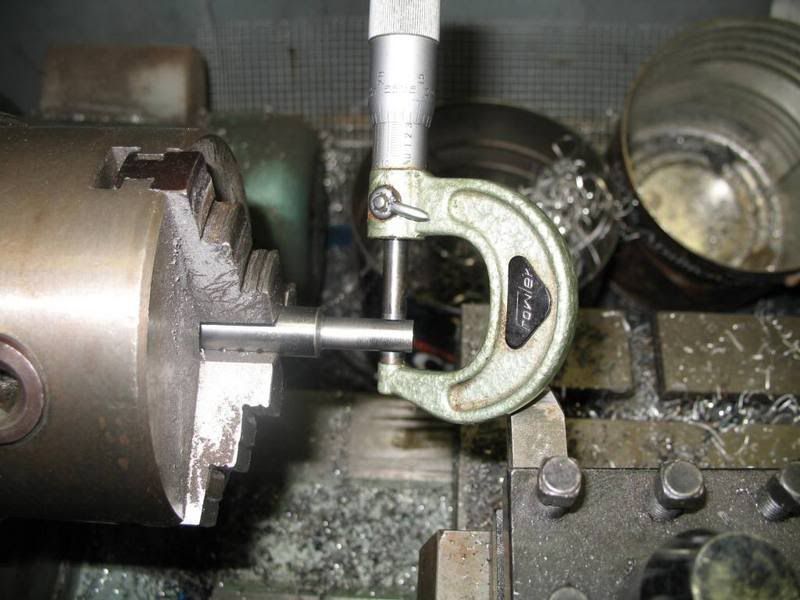
Then I chucked up a 3� piece of � � O-1 drill rod and turned about an inch of it to .319 dia. After that, I used a file and then sand paper to take it down to a nice smooth .3160.
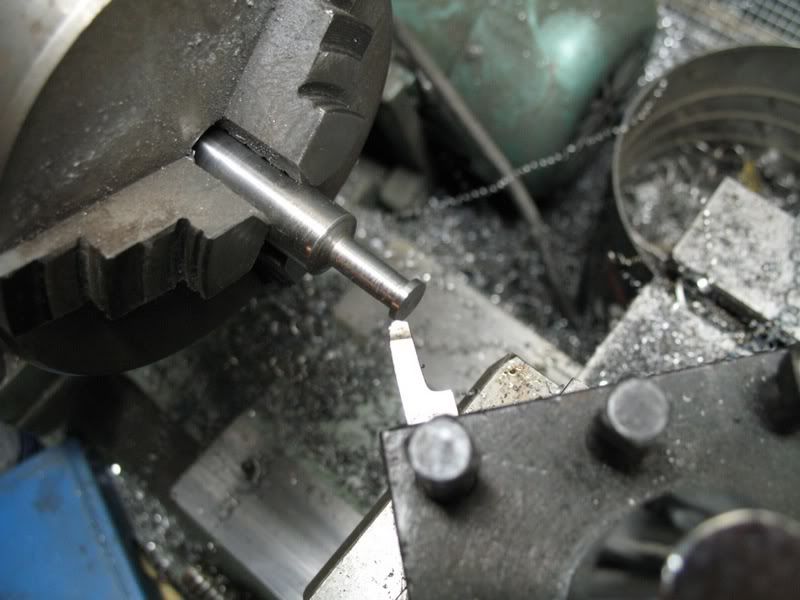
I back cut for the shank to .236 dia. (this is .080 smaller, I plan on cutting teeth .035 deep, When setting the milling head, I wanted to �touch off� on this dia and then back off .005).
After it was back cut and the back face was square I faced off the front until I reached the desired .060 length.
I put the drill rod in the boring bar holder and leveled the �hexagonal indexing indicator� which is a �� nut with the threads bored out. I brought the milling head around, touched off on the shank and backed off about .005, then I set the center using my calipers until I had it at .118 (1/2 the shank dia).
After I made my first cut I indexed with the level for each successive cut.
Once all the flutes were cut I turned the hexagonal indexing indicator point up, backed off the cutter and then brought it back down to cut some relief on the back of each flute(by eye) . The first cut had left about .050 and the relief cut took that down to about .020.
After the flutes were cut I put the cutter back in the lathe and added a 3/16 hole so I could install a longer rod for holding in my drill. (This way I could heat the whole cutter without putting heat into the jaws of my drill chuck.)
My assistant and I turned the assy with a drill, heated it until cherry and then quenched it in oil.
After cleaning it up I installed the cutter in my round tuit (I�m glad I finally got one).
I added a bushing to clear the sprue plate stop pin, then set the depth and tightened the set screw. After a few turns with hand pressure on the mold handles I cleared the chips, cut the other cavity and then added a c-clamp for a little more pressure.
The end result shows the 2 freshly opened drive bands, the others have been cast from so they have a seasoned look.
This last picture also shows the .060 cutter on the left of the original .090 that was used on the three main bands.
As far as diameters go, I had figured on .316 for the cutter, 2 thou of shrinkage to cast at .314 and then size to .312. I�m just a bit above that; the cutters grew about � thou when heat treated, the casting dia with wheel weights is .315-.316. They do size nice at either .314 or down in one step to .3115 using my Lyman 450.
Regards - Slughammer

|
   
   
|

|







 Reply With Quote
Reply With Quote























