Fellers,
Without having a milling machine, is there an alternative accessory I can use on my lathe?
Would a lathe mounted vertical mill slide allow me to make my own dies using the methods so far posted in this thread?
Mike

|
   
   
|
|


Fellers,
Without having a milling machine, is there an alternative accessory I can use on my lathe?
Would a lathe mounted vertical mill slide allow me to make my own dies using the methods so far posted in this thread?
Mike
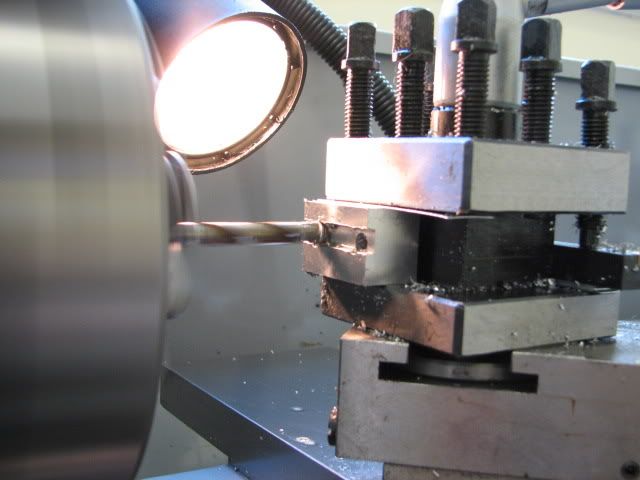
I assume you mean on how to make reamer for point forming die?
You can fix reamer blank to correct height to toolholder and put endmill on chuck to cut flutes. This is how I milled handle slots to my first homemade boolit molds.
Kaj
I wanted to try and not use the tool post as I wanted the extra strength and rigidness.
Like this one mate: http://users.picknowl.com.au/~gloaming_agnet/mill.html
Mike
With that setup, making reamers should be easy.
And as always, keep us posted on your progress.
Kaj
Can anybody suggest what grade of material I should utilise over here in Australia.
Bohler k110 is mentioned in this discussion, I suppose I'm asking what is the equivalent here in Australia.
I have two lathes & a mill, I'd like to attempt to make my own swage dies. is there a step by step thread that includes pictures anyone knows of.
I've done a search but not had much luck.
Thanks in advance for replies
Peter



Welcome aboard to cast boolit heaven Peter! ..
The Finn posting above you has the knowledge you seek. Search his threads. He's not hard to find, just look for your common every day Red Neck ...
Anybody have drawings of the floating punch holder for the top punch used in the corbin H die. It is externally threaded 1.5 x 12.
Thanks
Will
Is there any videos available that would show us new boolit molds how to make swaging dies. I'm more of a hands on guy, and since i have no one around these parts that does this, i would love to see some videos on this.
Thanks,
Dave



I bought a lathe this weekend and will start on my die set in a couple of weeks after I collect the supplies....
I'll be needing LOTS of advice, so please be patient!
Thanks
Ed
Hey I'm new to the sight and have looking around, I was wondering is there a material that is recommended for lapping dies to size I'm starting my second set of dies for .224" I lapped the first set over size by .001". I'm making a new reamer set so I leave extra material, I hope to end up at .222" I used brass the first time, I was thinking wood and aluminum any ideas ?
Thanks
Last edited by MuzzleFlush; 04-28-2011 at 01:12 AM.
Just go to Bohler's at Cardiff and ask for K110 or Sverker 21 . Sverker is practically the same they are D2 type steels . You have to keep it cool while turning or drilling so coolants are required . K 105 would be good also having the same dimension stability and machinability as K110 but less abrasion resistance but not much less.Originally Posted by morton45

For pure easy machining K 245 is like butter to cut and oil hardens but would not be as hard as K110 after heat treating and you would have to leave more for lapping as it may change dimension more than K110 but I reckon plenty hard enough for home swaging dies .
D2 equivalents.
Bohler K110 (D2) , Carpenter D2 , Crucible AIRDI 150 (D2) , Latrobe LSS D2 , Uddeholm Sverker 21 (D2), Assab XW41 and 42 , Thyssen Thyrodur 2379, Sanderson 476 ,
Bohler "Silver Steel " an O1 tool steel would work also it oil hardens and has a high resistance to dimension distortion but not as high as D2 type steels but machines better than D2 type steels . Would be a good choice for small lathes , is available upto 30 mm diameter rods .
Last edited by Country; 06-30-2011 at 02:56 AM.
Can you share what modification you do to a Rockchucker Ram to allow ejection of the bullet at each stage and are various lengths of ejector rods required?
Whoops, this went to wrong post.Sorry. Should have been tied to page 1 regarding swage dies used in Rockchucker. Will have to do different here.
Last edited by Methuselah3; 01-24-2012 at 08:59 PM. Reason: Misplaced on content.
Can you share what modification you do to a Rockchucker Ram to allow ejection of the bullet at each stage and are various lengths of ejector rods required????When am I going to learn to look at all the posts before asking a question?Please no response is needed on that.LOL.
Last edited by Methuselah3; 01-24-2012 at 09:27 PM. Reason: Not paying attention.
Haven't gotten thru this whole topic yet but am wondering how most of us who are hobby machinists and without the skills or equipment of the tool and die maker could EVER achieve this type of accuracy. This seems to indicate a die for the core seater and the finish die would have to have parallel configurations from base to point .0002 inch apart. I don't know how a reamer or lap could have that type of accuracy much less the end die. Can someone show me how that's done? The laps I bought as startup for my own are adjustable from Moldshoptools.com and wore out after finishing one derimming die for a .22 cal . I would like to see some pictures of what is being used for laps by others and where I can find a good buddy to specially grind me reamers for free. I'm not as lucky as some it seems. Just food for thought since many of us are new at this and need some more specifics than seeing the finished product.
Perhaps this company would do some of the proposed die project. This is a link to Midway who sells the Callahan die blanks as used to make reload dies. I'm thinking they have the equipment to do this.If this link doesn't work, go to the Midway(reloader supply) and search for Callahan products for pictures.
http://www.midwayusa.com/find?&dimen...ensionid=11913
I'm six pages into the thread and wondering if anyone has more current pricing. Wish I'd known about the American lap Co before buying brass laps from Moldshop Supplies. They wear out quickly.
I think this must be the real secret to making your own dies. Anybody want to volunteer a good buddy setup for custom reamers and heat treatment for dies? LOL.
Ever look at the Callahan die blanks sold on Midway? QUOTE=martin;837190]manleyjt,
You state the "hard part so far has been getting the thru hole to be concentric with the die". Could you expand on that a little more and identify where the the issue a little more? Is it that the hole is not concentric with the ouside diameter? Is it that the punches don't line up with the die when they are in the press? From this, maybe I can help.
In your question about dies for a reloading press or specific to a swaging press, I think at this point we could define this any way we wished. I have been using 9/16 x 18 with my dies and it seems to work pretty well for my die holders and reloading press. I also have a "Mighty Mite" press coming. When I get the press I may change my mind on die threads moving forward to adapt to this press. It seems to me that a standard could be developed that would accomodate both and that may in fact be 5/8 x 24 or 5/8 x 18. In other words I have to look at this a little further.
From the responses I have received so far, it does not look to promising to do a run of rough die blanks. I was hoping that others would jump in to say that they had either access to EDM equipment or had contacts with someone that did and was possibly interested. I am sure that there are shops out there that could do the work but the "set-up" charges and the minimum quanties would probably be a killer.
Martin[/QUOTE]
I'd like to make a set of these. Do you have any plans you'd be willing to share/sell?
I am working on a jacket and core swage die for .224 bullets. Have been looking through the forum for a couple dimensions. Planning a core diameter of .190. What is the dimensional difference between the die cavity diameter and the punches?
For the jacket die, can anyone tell me the final size of the sizing die and the punch? I assume this die is tapered somewhat?
Keith
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote