marten
First off welcome.
there is a couple of good threads in this section for using drill bushings and dowel pins to make the derimmer die. You might do a search for 22 derim die to see what comes up.

|
   
   
|


|




marten
First off welcome.
there is a couple of good threads in this section for using drill bushings and dowel pins to make the derimmer die. You might do a search for 22 derim die to see what comes up.


Hi
Can someone tell me what tap I need for this press(Aneats),what drill I need?
I know it's 7/8x14 tpi,but is it UNF or UNC?? That is to put BT Snipers swagging dies in it or any others I might get.
TIA
Cheers
no34570
"I'll tell you what rule we applied sir,We applied rule 3-0-3, We caught them and we shot them, under rule 3-0-3." :Lt Harry " Breaker" Morant at his court martial in January 1902.


7/8-14 is UNF here is a cool link for you. http://www.carbidedepot.com/formulas-tap-standard.htm
"It is better to die on your feet than to live on your knees" Looking for an RCBS Ammomaster and H&R shotgun barrels regardless of condition
7/8x14 is what it is. The UNC and UNF is just a designation of which set of taps to get out to find it. I do think it is NC, but if you ask for it by the numbers, you will get what you need.
If you're going to drill and tap the ram, my Corbin S press and many others use 5/8x24. That one I think would be NF.
Corbin taps their larger press at 1.5x12 and 1x12 - again NC and NF respectively. You would then use a bushing to reduce the existing holes to the needed size. The advantage to the larger top hole will enable you to stack the parts and drill/ream them out together - might yield better alignment depending on your machine and layout.
Originally Posted by troyboy

Thanks for that mate
Cheers
no34570
"I'll tell you what rule we applied sir,We applied rule 3-0-3, We caught them and we shot them, under rule 3-0-3." :Lt Harry " Breaker" Morant at his court martial in January 1902.
BwBrown
Thanks for the info,but I'm tapping the top plate for 7/8x14 reloading dies and the swagging dies,if I have misunderstood you,forget what I just said
Cheers
no34570
"I'll tell you what rule we applied sir,We applied rule 3-0-3, We caught them and we shot them, under rule 3-0-3." :Lt Harry " Breaker" Morant at his court martial in January 1902.
"I'm tapping the top plate for 7/8x14 reloading dies and the swagging dies"
That will certainly work well. Probably 90% (I made that up but might it might by close) of all reloading presses are 7/8x14.
Early presses went with a larger top plate threaded hole to accommodate larger (shotshell) dies, then used a bushing to accommodate the smaller (standard) 7/8x14 rifle and handgun dies. While my early Herter presses were done this way, I never had opportunity to use a larger format die.
I think that the Corbin CSP-2 press uses a 1.5" threaded top die (which would accommodate larger dies such as 50 BMG) I think their M dies are 1.5 inch - maybe someone who know more can enlighten this point - I've never seen or held any of these in my hand.
Keep us up to date with your progress.
Bob
BwBrown
I'll keep you all updated,just waiting to hear back from my mate about the steel(if he got it),so it is a slow process
Cheers
no34570
"I'll tell you what rule we applied sir,We applied rule 3-0-3, We caught them and we shot them, under rule 3-0-3." :Lt Harry " Breaker" Morant at his court martial in January 1902.
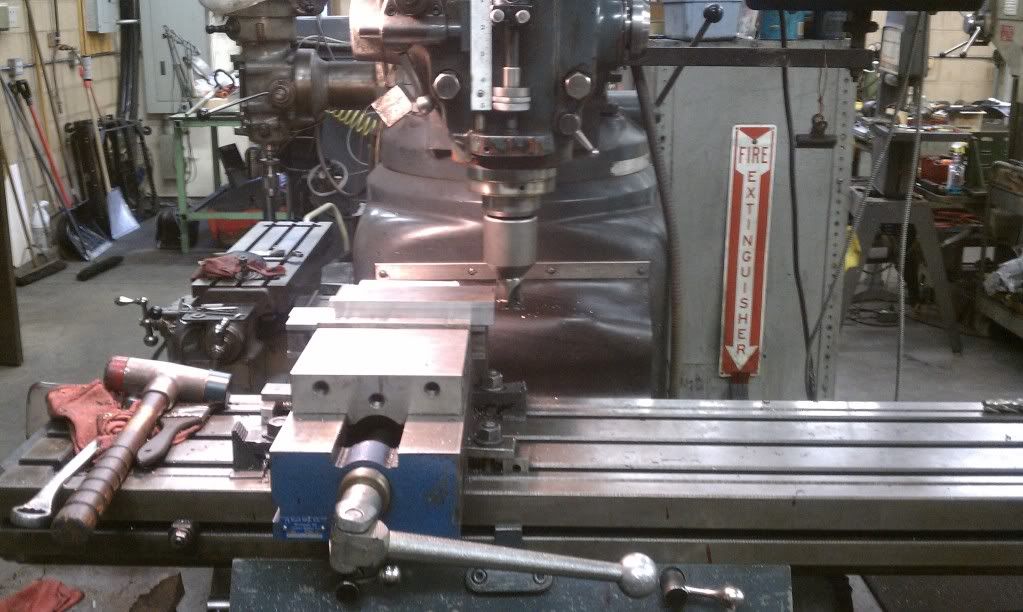
This is a great thread, it motivated me to start building one based off the Walnut Hill press I have from RCE. Its a bit smaller than the moster some of the others are building, but thats ok. I have a long way to go, but man this is fun.
Below are just a few quick pics on the mill squaring up the top plate in preperation for the grinder for some clean up work.
Clint
Hey cookie, how you doing?
Great work you are doing. Keep it coming.
Here is few pictures of my progress.
TRG...
They don't get much purtier than that!
Nicely radiused edges, roller bearings - Great work.
Bob
Will the roller brearings hold up to the pressure? McMaster Carr list the dynamic load at 1550 for a 1/2 x .687 needle bearing. I can go with a bronze bushing with a much higher load rating, It just wont be as smooth. Thanks Coleman
I'm not into swagging bullets yet. I'm building this press to reload my 50BMG cartridges. I'm fed up with the Hornady press I'm using right now. I'm hoping to get into swagging bullets in the near future.
I made my tpggle links .75" thick instead .50". The bearings I am using are Timken B-1212 that have a Dynamic load rating 4930 lbf. The ram has two of the Timken B-1010 that have a Dynamic load rating 3680 lbf each. If these are not strong enough for swagging bullets. I can always replace them with bronze bushings or build a second press using bronze bushings instead. I wonder if there is somebody here that could actually do load calculations for us and post it here.
That iswork you have done,I'm jealous!
Cheers
no34570
"I'll tell you what rule we applied sir,We applied rule 3-0-3, We caught them and we shot them, under rule 3-0-3." :Lt Harry " Breaker" Morant at his court martial in January 1902.
I wonder why you would thing bronze bushings are not "smooth"? If you keep them clean and lubed, they are about as smooth as it gets. You could also cast them from babbit but I don't know if they would hold up to the force.
The little needles in needle bearings concentrate the force onto a very tiny area of the pivots and the toggle links that can cause them to make small dings in the parts that look like a washboard road.
Things that rock, work extremely well with bronze bushings.
I have worked for over 50 years on everything from giant ball mills that run in bronze bearings to 2 smoke engines which use roller bearings.
I would go with bronze with a zerk fitting.
Wow! This is great! Thanks for posting this! I just went out and got the materials for the plates today. I'm going to build one of these.
If I can make a suggestion, a list of screws, pins, bushings, etc... in the op (like you did for the steel) would be handy.
I put together a small parts list for this press:
5x Cup Point Socket Set Screw 1/4"-20 Thread, 3/16" or 1/4" Length
1x Cup Point Socket Set Screw 3/8"-16 Thread, 1/4" Length
1x Cup Point Socket Set Screw 3/8"-16 Thread, 5/8" Length
4x Grade 8 Alloy Steel Hex Head Bolt, 1/4"-20 Thrd, 1-3/4" L, Fully Threaded
4x Flat Washer 1/4" Screw Size
4x Grade 8 Alloy Steel Hex Head Bolt, 1/2"-20 Thrd, 2" L, Fully Threaded
4x Flat Washer 1/2" Screw Size
1x Bronze Sleeve Bearing for 1-1/2" Shaft Diameter, 1-3/4" OD, 1" Length
2x Bronze Sleeve Bearing for 1" Shaft Diameter, 1-1/4" OD, 1" Length
1x Bronze Sleeve Bearing for 1/2" Shaft Diameter, 5/8" OD, 1-1/4" Length
4x Dowel Pin 1/2" Diameter, 2" Length
1x Dowel Pin 1/2" Diameter, 3" Length
1x Spring (specs?)
1x Ball handle (source?)
If you aren't welding the toggle assembly:
12x High-Strength Socket Cap Screw, 1/4"-20 Thread, 1-3/4" Length
Am I missing anything?
For the ball handle, hobby stores sell hardwood ball knobs with a hole pre-drilled in them.
But, I haven't had any luck tracking down a spring...
I have been following this link for some time. Very interested in making a press for swagging.
Is there any interest in the possibility of obtaining a casting for the toggle assembly?
There is a foundry close to me and I am planning on getting a quote for casting the assembly. They have the capability to cast in 80k steel, the same as the Walnut Hill.
 Posting Permissions
Posting Permissions





| BP | Bronze Point | IMR | Improved Military Rifle | PTD | Pointed |
| BR | Bench Rest | M | Magnum | RN | Round Nose |
| BT | Boat Tail | PL | Power-Lokt | SP | Soft Point |
| C | Compressed Charge | PR | Primer | SPCL | Soft Point "Core-Lokt" |
| HP | Hollow Point | PSPCL | Pointed Soft Point "Core Lokt" | C.O.L. | Cartridge Overall Length |
| PSP | Pointed Soft Point | Spz | Spitzer Point | SBT | Spitzer Boat Tail |
| LRN | Lead Round Nose | LWC | Lead Wad Cutter | LSWC | Lead Semi Wad Cutter |
| GC | Gas Check |

 Reply With Quote
Reply With Quote