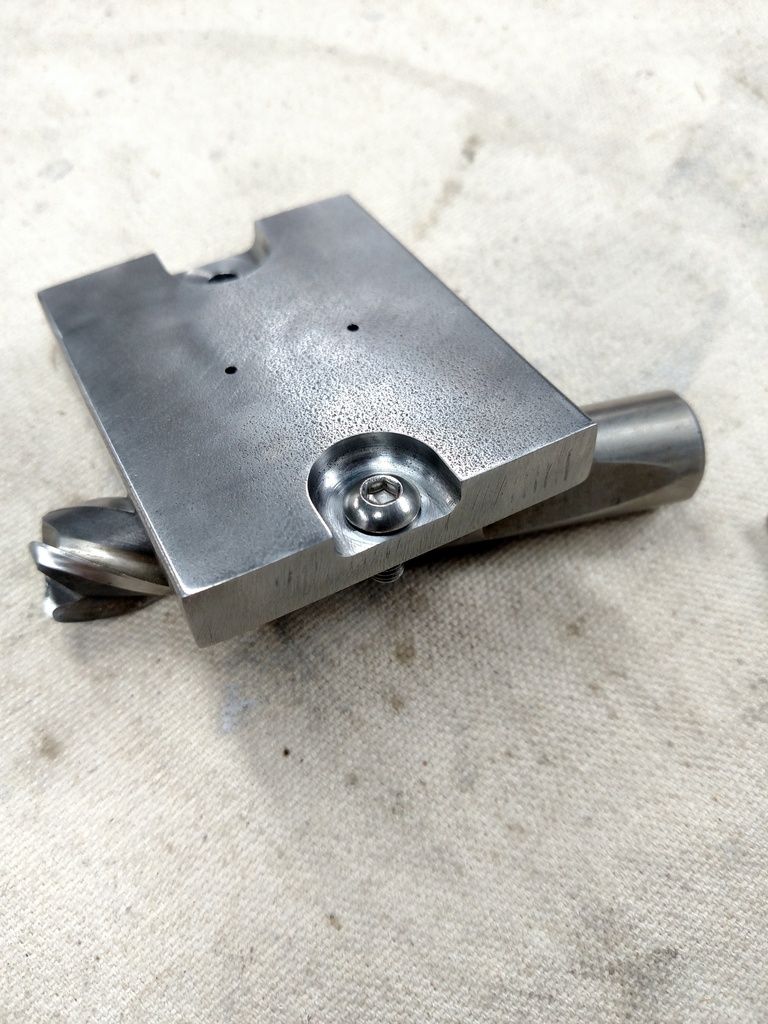
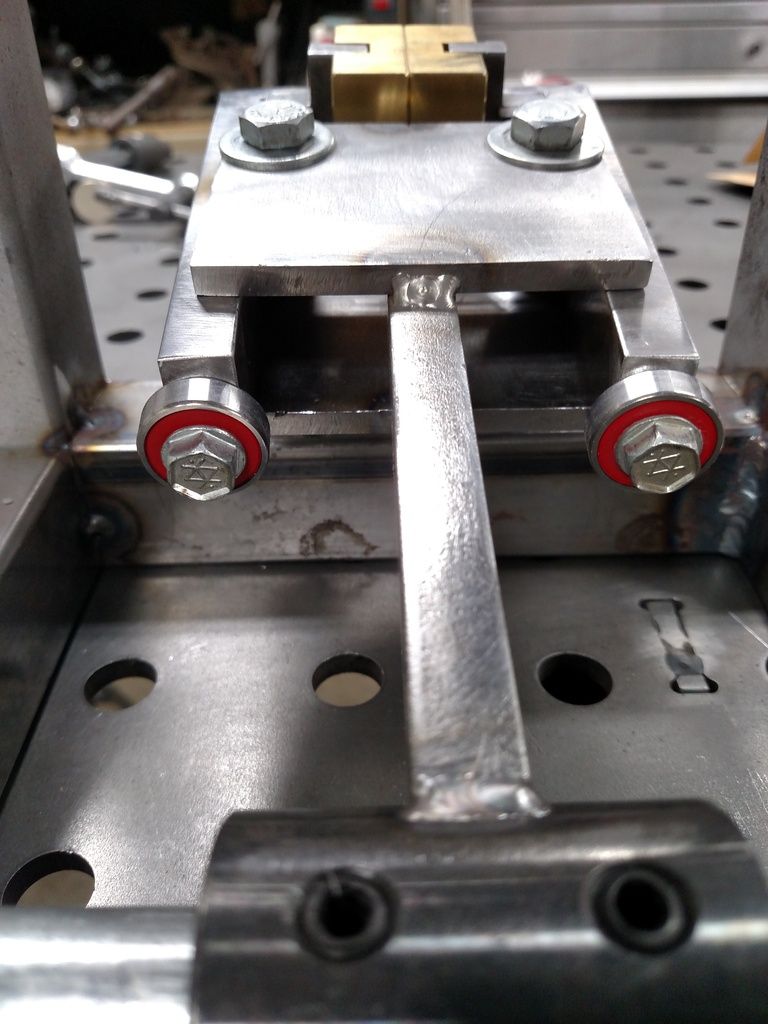
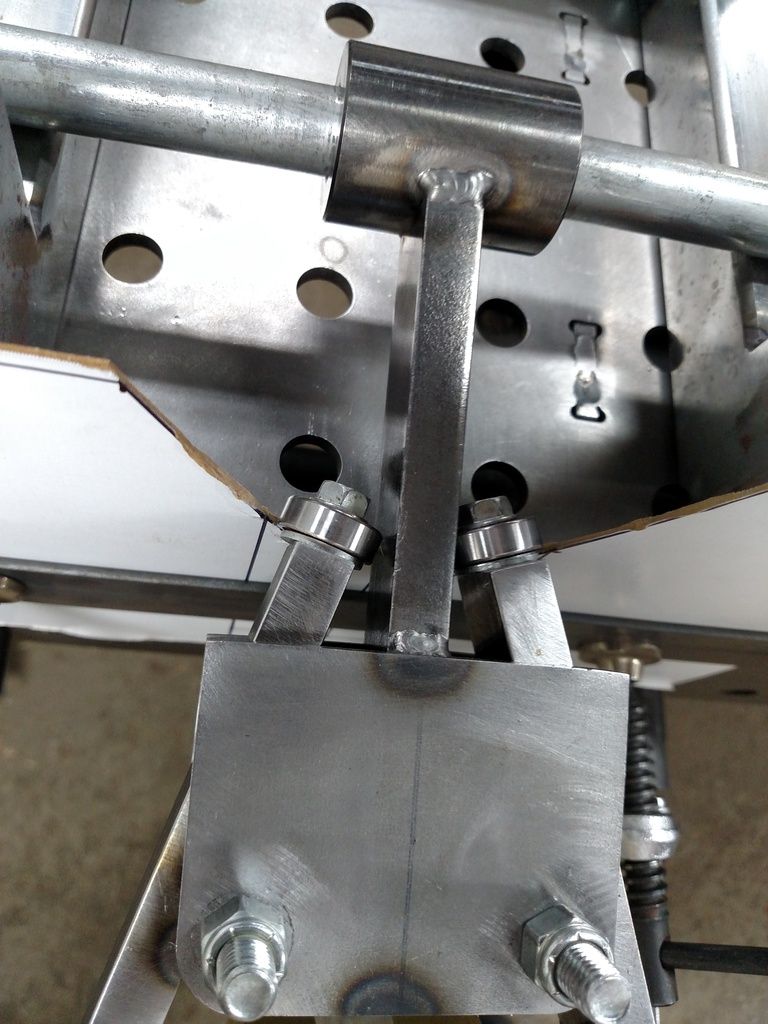
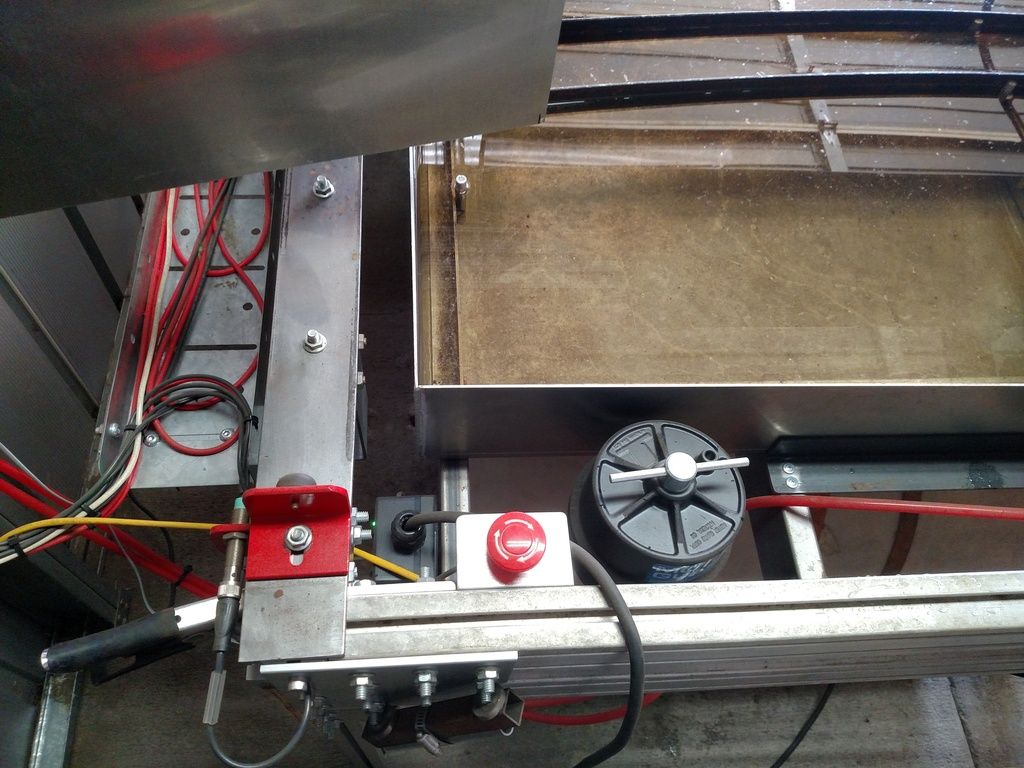
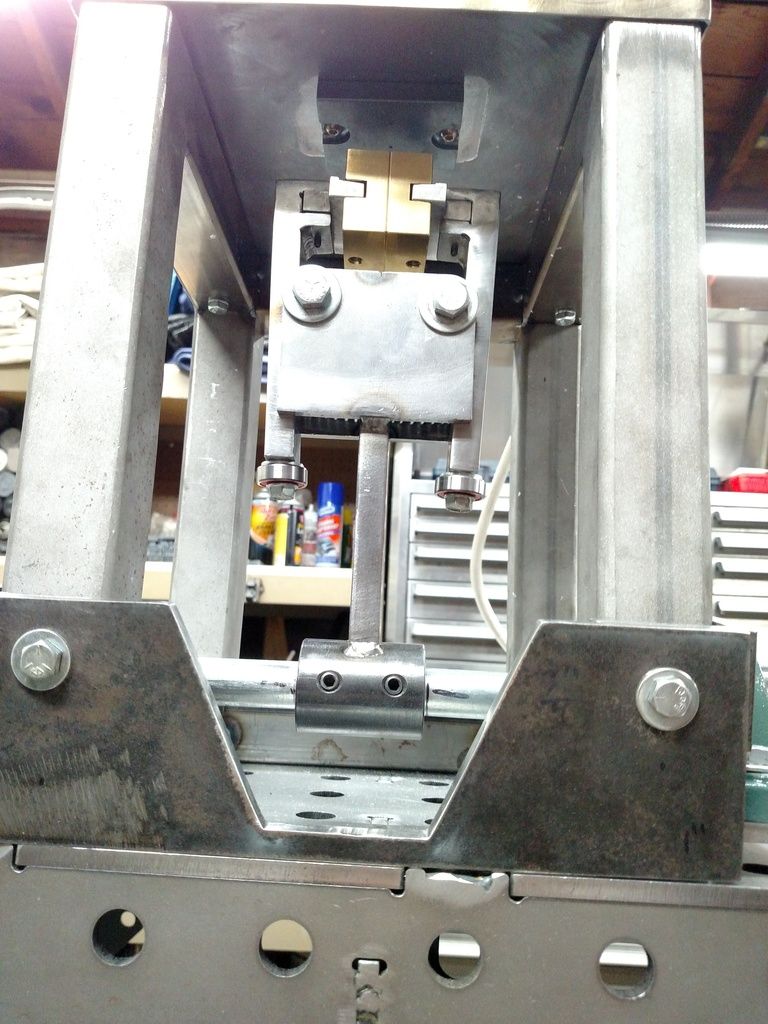
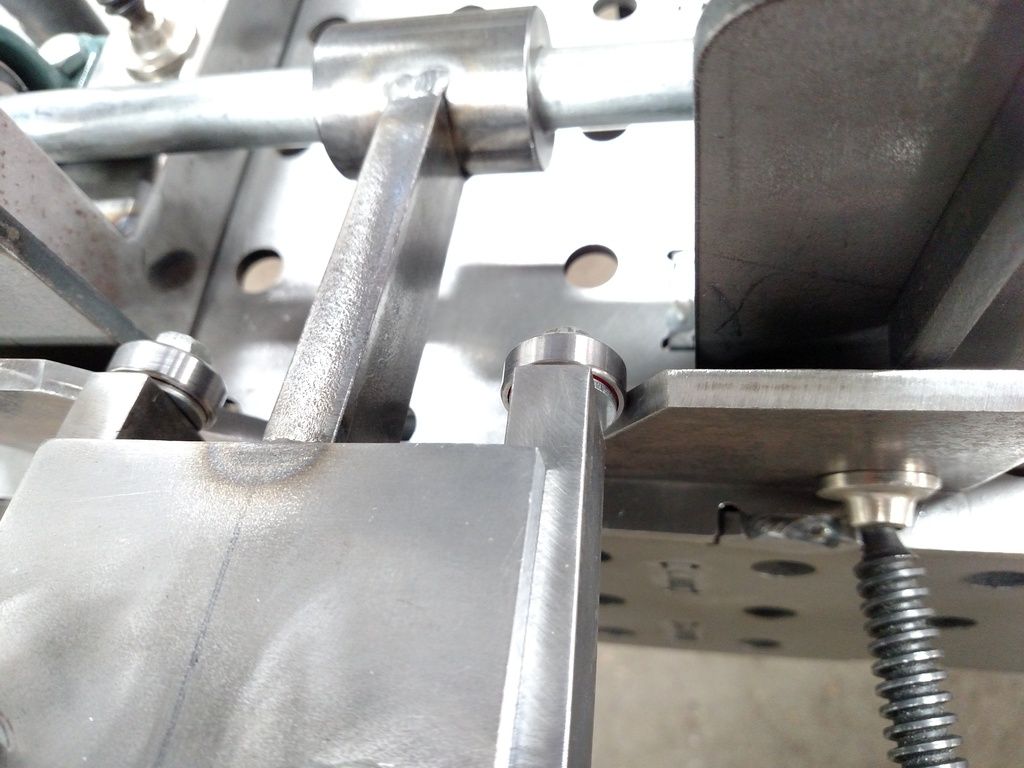
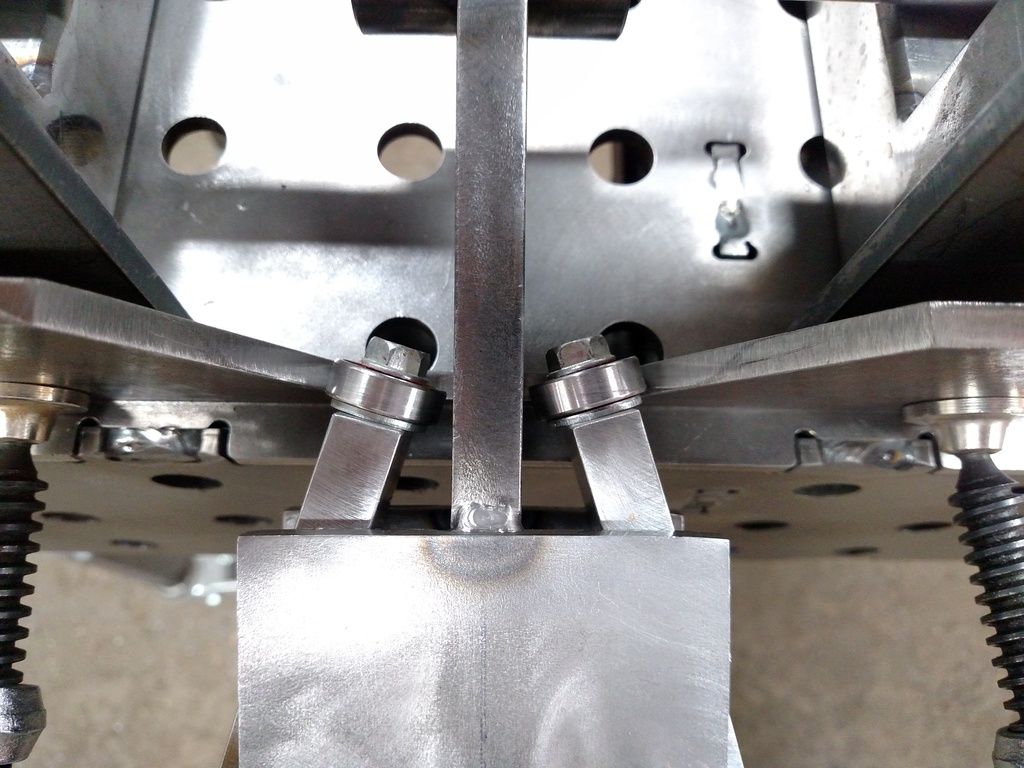
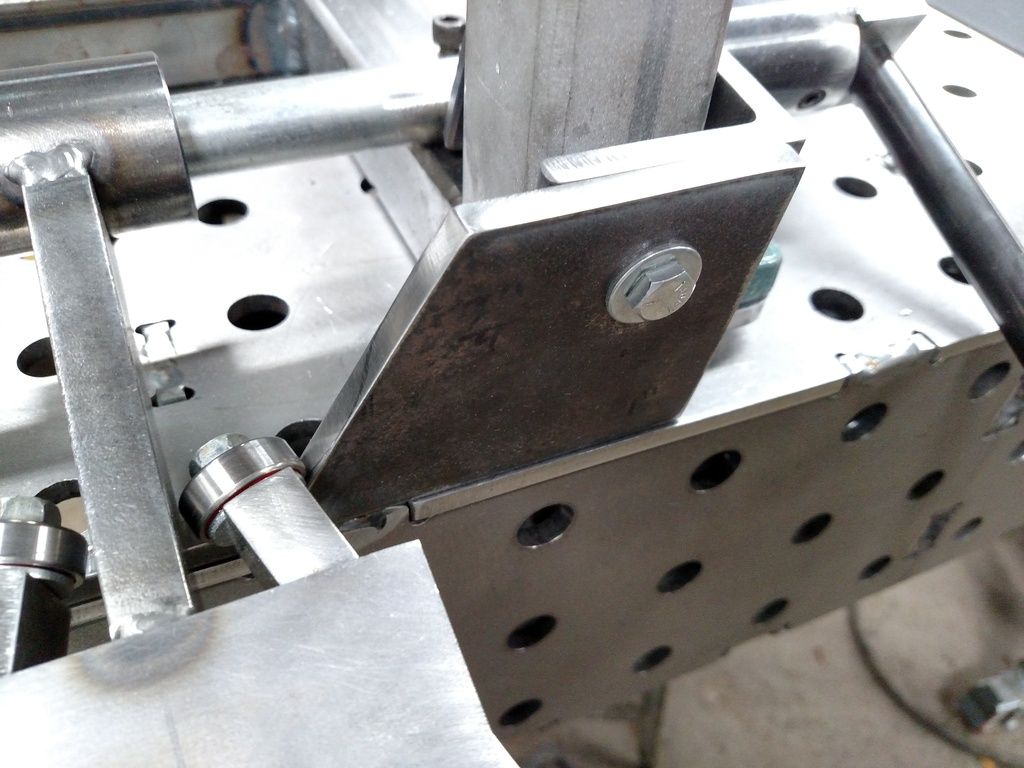
I machined the slot in the mold carriers I built and while it was in the vise plunged a pocket in the bottom of them where the spring locates. The vertical off the shaft has to have clearance for the spring though.
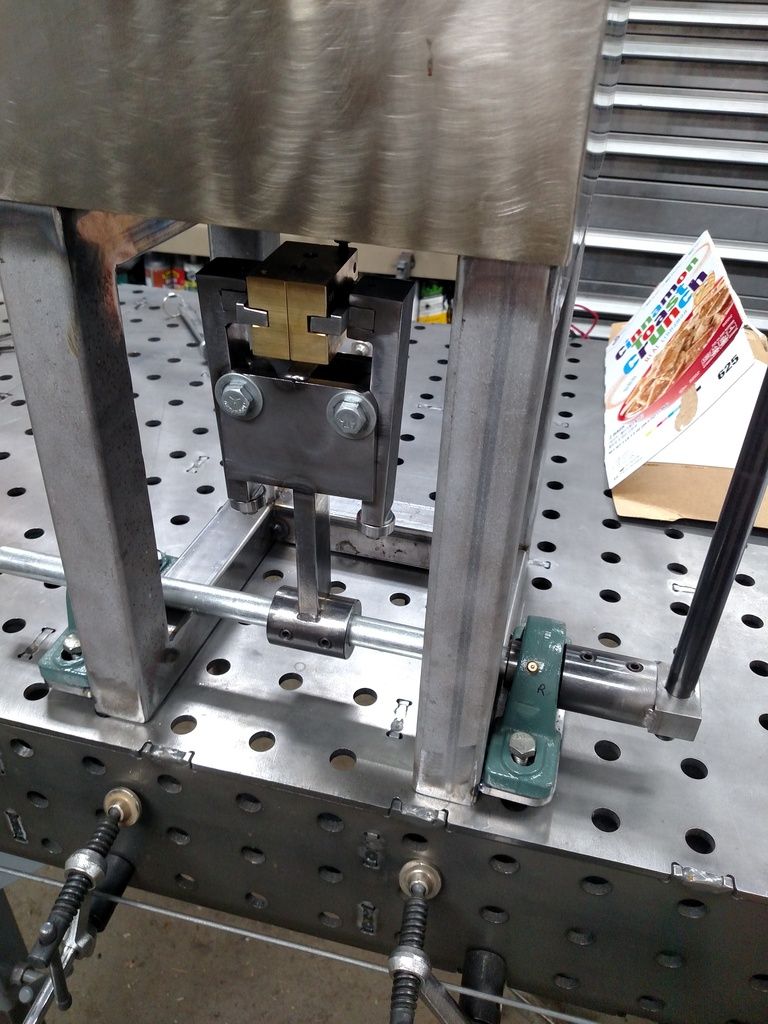
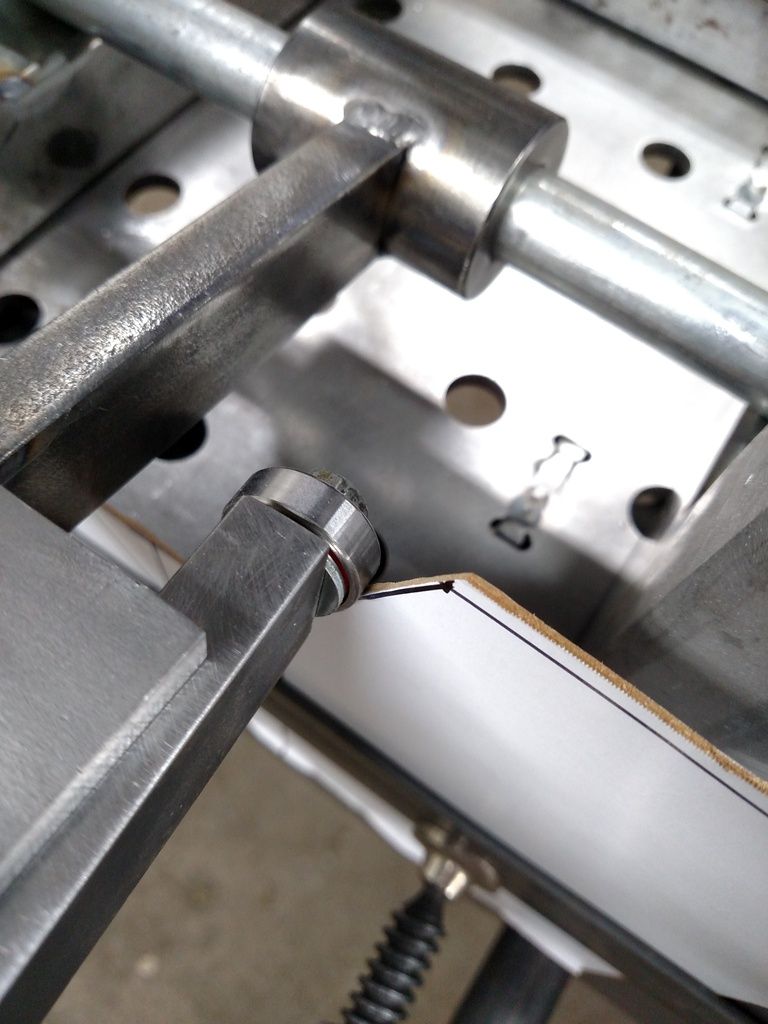
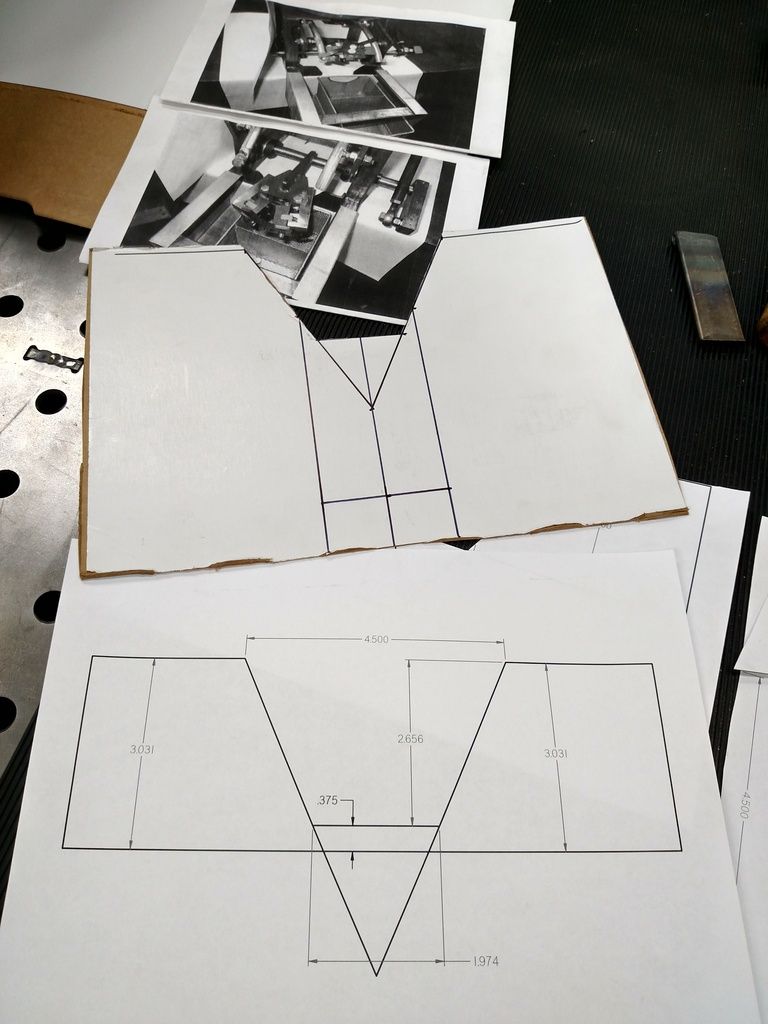
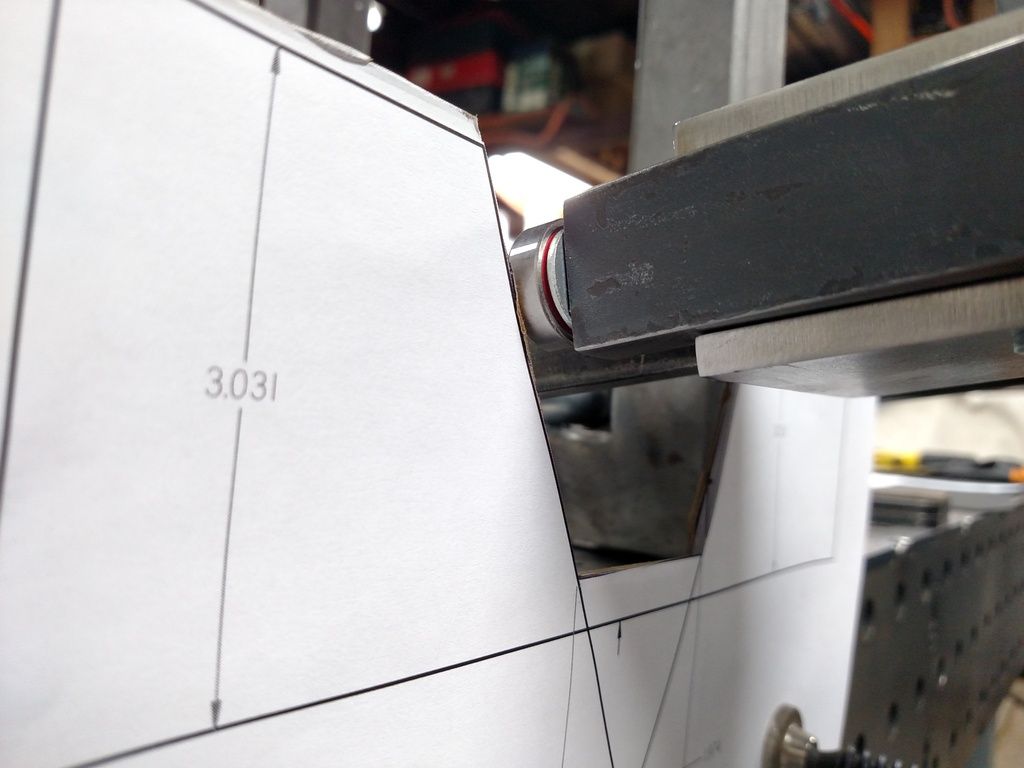
The drawing is of how I would make them, if I had a "do over" so there is a bearing opposite the mold that rides on the rails. I would use a low profile needle bearing like the blade guide on the left though.

|
   
   
|


|

 Reply With Quote
Reply With Quote