Well, I finally got a lathe -- very entry level, of course.
I had been trying to find one of the old classic lathes at a decent price on Craigslist and such for quite awhile, but every time one came up, I either wasn't quick enough or the seller never responded. I've also had a seller back out of a deal when he decided that he wanted to keep the lathe. I would have liked to have come across one of the old classic lathes that was still in good shape from back in the 1940s and such like the Atlas, LeBlond, Colchester, South Port, etc, but I just haven't had any luck finding one of those for what I considered a reasonable price and which has a reasonable amount of tooling included with it.
I was about ready to break down and get one of the HF mini-lathes, but I stumbled across a Grizzly 7x14 on Craiglist yesterday morning for $400. So, it was a little cheaper than the 7x10 HF unit plus it came with a couple more things (drill chuck, steady rest) that I don't think the HF units come with.
I had been working around various kludges, trying to make my drill press act as a lathe for the few small tasks that I needed it to do, but I was definitely running into limitations, especially on the size of the objects that I could hold and rotate. Having it hold a short piece of steel and then using a file to trim it down while it rotates gets old after awhile, so I had been on the lookout for a decent price on a lathe for awhile.
The seller lived about 15 minutes away from me and I drove over to his house last night and picked it up and moved it to my reloading "shack". He said that he had recently bought a large lathe and milling machine and it was supposed to be delivered on Friday. Interestingly, he said that shipping and unloading was nearly as much as the actual lathe. I don't remember the brands that he mentioned, but he said that the lathe was 1000 lbs and the milling machine was 4000 lbs. He had to hire a forklift just to move it from the delivery truck to his garage.
It's possible for one person to carry it, but there's enough angular pieces sticking out that it is difficult to do it without something jabbing you in the wrong place.
And my first accomplishment was hollowpointing a bullet:
I set my goal pretty low for a first lathe attempt.
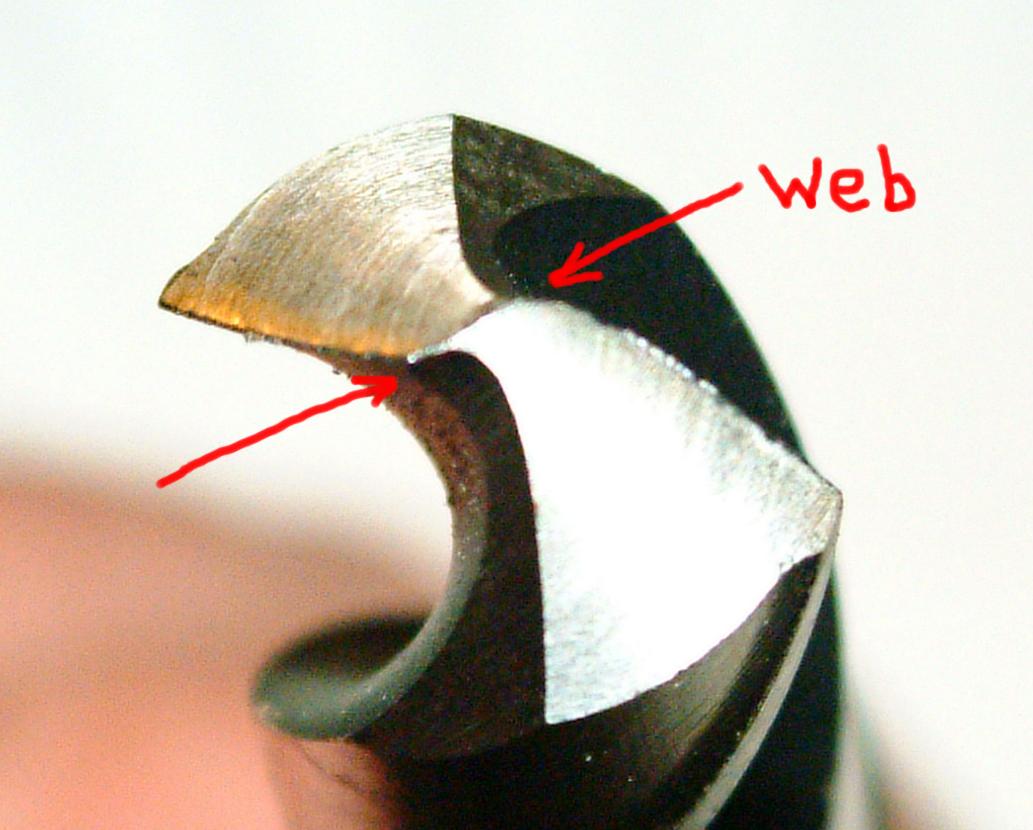
I didn't have a center drill countersink, so given the length that my drill bit was extended from the quill, it flexed / "wandered" a bit, so the center hole is not *perfectly* centered, but it was a lot better than any of my attempts with a drill press. I'll need to stop by HF today and pickup up a center drill countersink.
http://www.harborfreight.com/center-...-pc-60381.html
I'm thinking that HF center drill countersink would make a good hollowpoint just by itself.
Need to come up with a way make some sort of base inside of the lathe chuck so that when I put a bullet in there, it is always at the same depth so that I can drill the hollowpoint to a set point each time without having to reindex each bullet.
I then grabbed a small chunk of 1.5" PVC pipe and experimented around with it since it was all I had handy. If sure makes a mess of a lot of fine threads of white PVC when you do that. What with the static and everything, I had that stuff sticking *everywhere* on me.
I figure this will give me something to learn on and then I can be like the previous owner and sell it and move up to something a bit bigger. My goals on this for now are being able to hollowpoint a few bullets and create different profile powder funnels for my Dillon press and a different expander for my Lee powder-through-expander dies -- something along the line of the Lyman "M" dies.
I guess it's now time to start reading the manual.

|
   
   
|


|



 Reply With Quote
Reply With Quote


 DougGuy
DougGuy