

I've tried paper patching a few years back with a 45colt rifle with so-so results. Never revisited it since.. seemed like a lot of work and no great return, though I'm sure there was plenty I could have done differently. Fast forward a few years. I recently built a stub 357max for an H&R. Barrel used is a Green Mountain .347/.356 1-20 twist. Used the Graybeard PTG reamer and so far it has been almost boringly accurate. Only things I've had trouble getting to shoot is the Lyman 358430, but anything with a copper jacket has been either good or great.
Bored last weekend, I started looking into paper patching. One thing I came across was a guy who made his own mold for a PP boolit. So I put some aluminum in the lathe and made a mold, and made a .350 size die. Due to the slow twist of the barrel I feel I'm limited to boolit weight/length, and the weight of it drops at 184gr. It wasn't as easy as it sounds.. I made a first mold that cast at 210gr, I feared it was a bit too long, so I shaved it down to 190gr. boolits didn't want to drop out too well so in trying to put a slight taper I did something wrong and the boolit grew about .020 in diameter! oops.. chucked up about piece of aluminum and this time got what I wanted, .0015" taper and drops out of the mold well. Couldn't find the paper I was looking for to use, and ended up grabbing a notebook in my gunroom and started cutting some strips. Couldn't even begin to tell you anything about the paper except it mic's at .003". Boolits sized to .350, wrapped then sized through a .356 die with past wax, and end diameter is .357. Didn't think it was ideal, but it'll get me started...
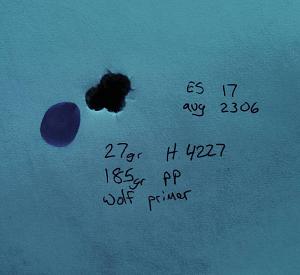
My gun has been very partial to the H4227 with anything short seated and heavy charges. Granted I didn't have high expectations with my poor experience before with paper patching, and first time at it again with this gun. First few loads impressed me, thinking there's hope here! At 50 yards they were all about ~1.5". Then when I shot 27gr H4227 I stopped after 3 and was afraid to shoot the next two, knowing I would mess it up! Not the case, and although its only at 50 yards, I was pretty pumped.
Sorry if its a long post, but after reading lots on here I felt I had to contribute something back. If it wasn't for the stuff I read here this week I wouldn't have had any of this happen. Thought it was pretty cool to go from making a mold to shooting a tight group with it. So once again, Thank you to everyone here

|
   
   
|


|

 Reply With Quote
Reply With Quote






