

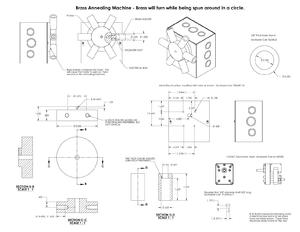
Here are some plans I have drawn up for a brass annealing machine. It will spin the brass around it's own axis and in a circle around the motor shaft as well. I am starting to work on machining this, but I wanted to post the plans on the site before I forget or lose these plans.

|
   
   
|


|

 Reply With Quote
Reply With Quote











