Swaging on the Cheap - 9mm Case to 40SW/10mm JWords
Some of you guys have been pm’ing me on how I made a swaging system for swaging 9mm to 40SW/10mm bullets at around $100 “on the cheap” using a standard reloading press and Lee die bodies, so I thought I would put my thoughts together to explain the steps that worked for me… all of this info was stolen from the archives or explained by other generous members here on CB (thanks especially to Lafaun, Danr, and Stealthshooter), this swaging solution is nothing new but I have not seen one thread that explains it in detail, so maybe this will be it… here is the thread that got me started on this:
http://castboolits.gunloads.com/show...l-swaging-dies
Just to clarify, I am a complete nube, my shop skills are mediocre at best, there are some things I am probably doing wrong so I hope the veterans will step in and add clarification and short cuts- constructive criticism is welcomed… I don’t have this particular 9mm to 40SW system completely finalized (working on solutions for heat treating the inserts, case trimming, and making a point forming die), but all I know is that the bullets that I am making right now are shooting fine for punching holes in paper, and that is as far as I have taken it… one more thing, if you try this you assume all risk and your results may not be the same as mine so dont blame me if something goes wrong!
The goal of this project is to be able to make jword pistol ammo at home on the cheap using a standard reloading press, cost effective parts/materials, and a small bench top lathe (mine is a Chinese 7x12 that i bought 12 years ago when i was a semi-pro bamboo flyrod maker, thus the id "Cane Man")… homemade jwords became a need for me due to ammo shortages lately, and the fact that I am Swiss and we are a “thrifty” people (cheap azzes) and I cant pay for a professional swaging solution…
To do this project you have to have the following already or acquire it:
-a small bench top lathe and know how to do basic lathe operations (facing, drilling, lapping, etc.)
-the basic tooling, tool cutting bits, drill bits, mic, etc.
-a single stroke reloading press, I am using an RCBS Rockchucker
-357/38spcl/9mm casting molds anywhere from 90gr to 160gr
-softish lead to use (no more than 10-12 BH)
-9mm brass; range pickup or check the swappin/sellin section
-some Lee die bodies, which I will explain as I go along
Don't question your abilities, if you figured out how to cast boolits then you will persevere in swaging and be successful at this as well- you CAN do it! i believe if you complete this project you can use it as a springboard to make any pistol ammo, and hopefully rifle ammo as well (my next project is swaging 22LR to .224 55gr FBHP using a similar system, if i figure out how to make the point forming reamer!)...
Just to keep expectations real, with this system you won’t be able to make BT perfect and beautiful jwords (but not too far off), but the bullets you make here are functional and cost effective… I know this system can be improved greatly so I post not only for others by myself as well…
Here are the steps I will explain in this post:
[1] clean up some 9mm range pickup brass, I like to use my ultrasonic cleaner with hot water, a tsp of Lemishine (find at Walmart, etc.), and a drop of Dawn dish washing soap… I have an el cheap HF ultrasonic cleaner and I run it through three 8 minute cycles and they come out clean enough for me… you can also toss them into your vibratory cleaner with some walnut media, whatever works for you… don't bother with depriming the cases, in fact it is better to leave the primer in as it keep lead from flowing out of the flash hole when swaging...
[2] trim brass - if you are making 10mm jwords you wont have to trim the cases (final bullet OD is 0.720" which is about max), but if you are making 40SW you have to trim the cases by about 60 mils (0.060") if you want the bullet to have an OAL of around 0.660... there is a good thread right now where someone is using the HF mini cutoff saw and a home made jig, and that is what i will probably do when i make 40s... not sure about this, but you may have to debur....
[3] anneal brass – there a few different ways to do this, you can put a propane torch on each case and heat them to orange and let them air cool… I did this at first but it takes time one case at a time, so using a suggestion from the threads (I think it was Lafaun- thanks!) you can put a few hundred in your Lee 4-20 pot, wrap them in aluminum foil, and let them heat soak at 750F for 1 hour… I emptied my pot of lead then let it cool, and the foil keeps any random lead left in the pot from contacting the cases and it keeps the heat in… I have a PID so I just set and forget it for and hour, let them air cool and they are good to go… there is a good thread that is a sticky that gives different options here...
The above steps are pretty easy to do, so I won’t provide pics for them, but the next steps are better explained with pics and I will post them one step at a time in future posts as time permits and instructions on how to make the dies/inserts:
[4] Size the Lead Cores
[5] Seat Lead Cores
[6] Swage Cores
[7] Point Forming
[8] Final J-Word Sizing
As usual if you have any questions or ideas for improvements post in this thread or pm me…
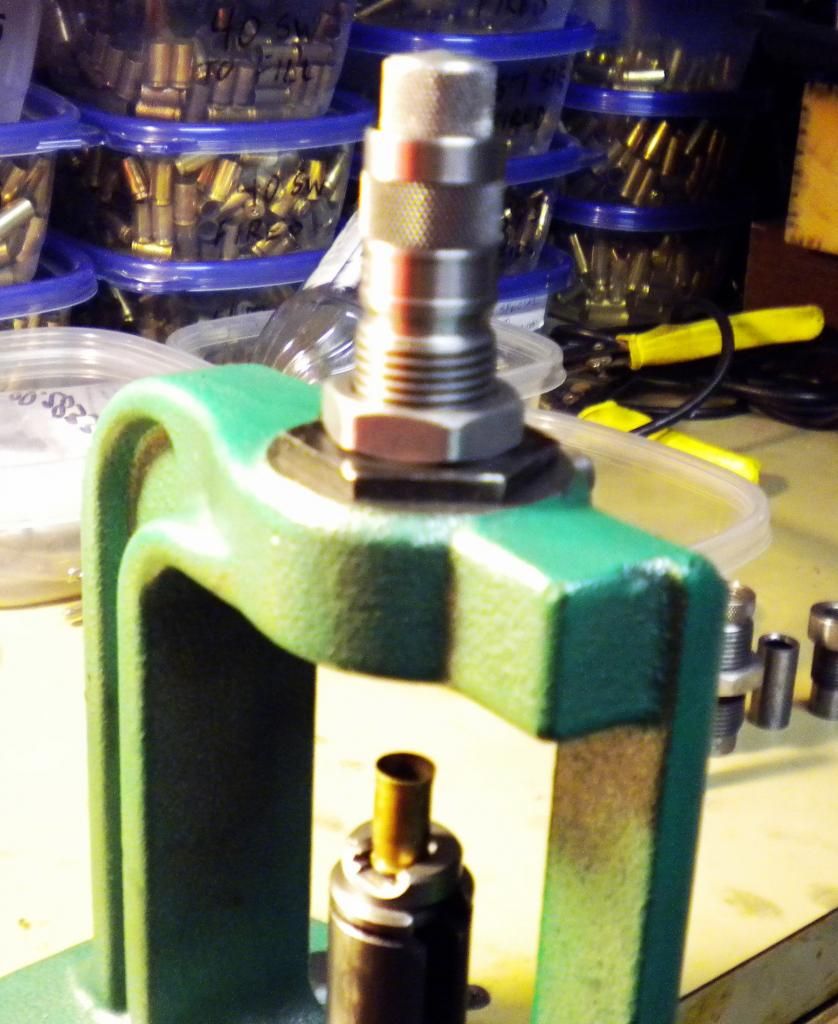
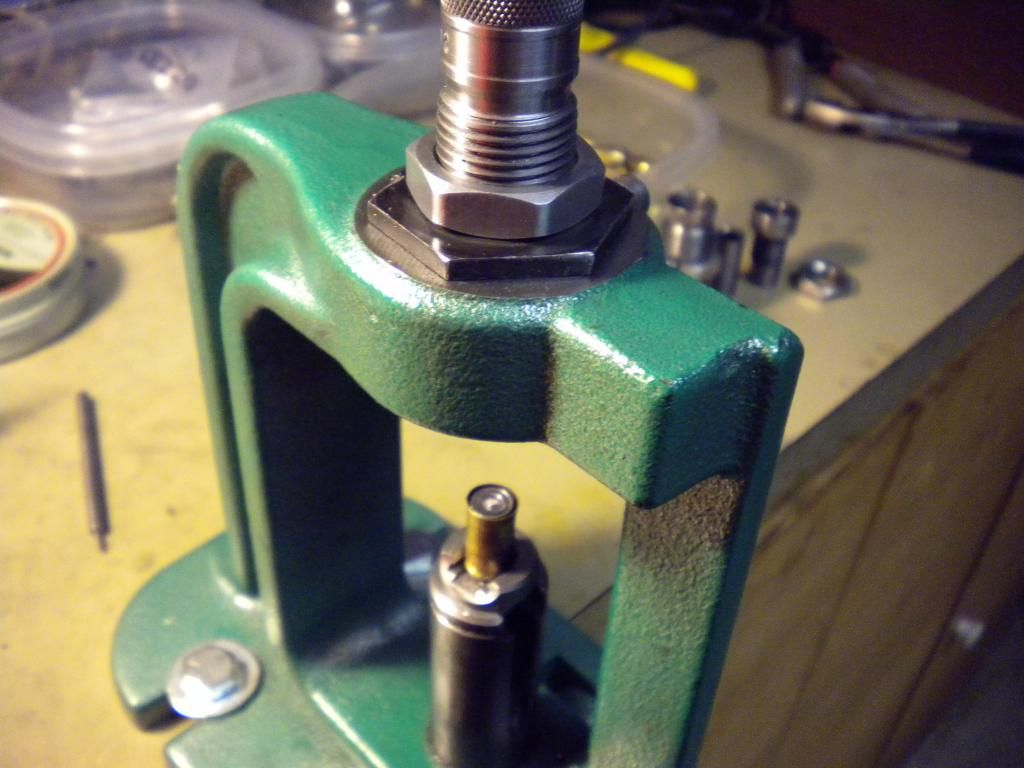
here is a picture of the swaging system I put together for 9mm to 40SW/10mm (not completely finished):
and here are the results, these are 10mm 200gr FBHP, like i said they aint BT professional but they are functional and cheap!
more posts to follow as time permits to explain the remaining steps [4] through [8]...
************************************************** ***********************
UPDATES
5-31-13 auto eject added, see this post:
http://castboolits.gunloads.com/show...=1#post2240787
http://castboolits.gunloads.com/show...=1#post2244298
6-15-13 added core cutter, see this post:
http://castboolits.gunloads.com/show...=1#post2263498
7-17-13 explained heat treating and now using O-1 tool steel for die inserts:
http://castboolits.gunloads.com/show...=1#post2308039

|
   
   
|


|



 Reply With Quote
Reply With Quote